In municipal construction, oil and gas transmission, and water conservancy projects, buried pipelines function as the “vessels” of modern infrastructure. However, the underground environment is complex and constantly changing, and corrosion remains the primary threat to pipeline service life. The Underground 3PE Anti-corrosion Steel Pipe is a high-performance protection solution specifically engineered to address this critical challenge.
I. Buried Pipeline Corrosion Environment and Major Risk Factors
Buried pipelines are not located in a truly “isolated and safe” environment; instead, they are continuously exposed to multiple corrosion mechanisms:
(1) Soil Electrochemical Corrosion
Different soils vary in electrical resistivity, pH value, and moisture content, creating micro-current environments that continuously drive electrochemical corrosion of steel.
(2) Groundwater and Moisture Effects
Long-term exposure to humid conditions or groundwater immersion forms an electrolyte environment, accelerating metal oxidation reactions.
(3) Chemical Ion Corrosion
Chloride ions, sulfates, and industrial pollutants significantly increase corrosion rates, particularly in coastal and industrial regions where exposure is more severe.
(4) Stray Current Corrosion
Stray currents generated by rail transit systems, trams, and industrial electrical equipment can interfere through the soil and induce localized, high-intensity corrosion on pipelines.
(5) Microbiologically Influenced Corrosion (MIC)
In anaerobic environments, sulfate-reducing bacteria (SRB) and other microorganisms produce acidic substances that directly damage the steel structure and accelerate degradation.

II. 3PE Anti-Corrosion Structure and Working Principle
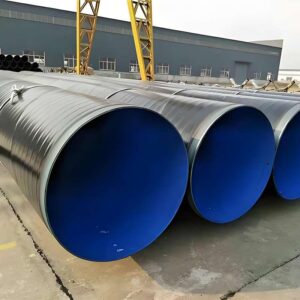
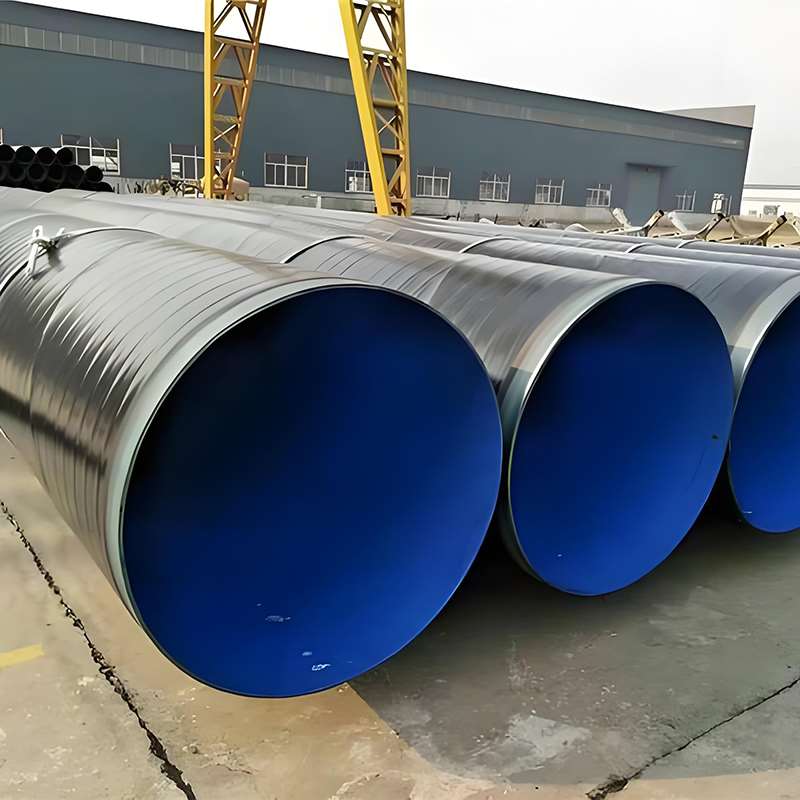
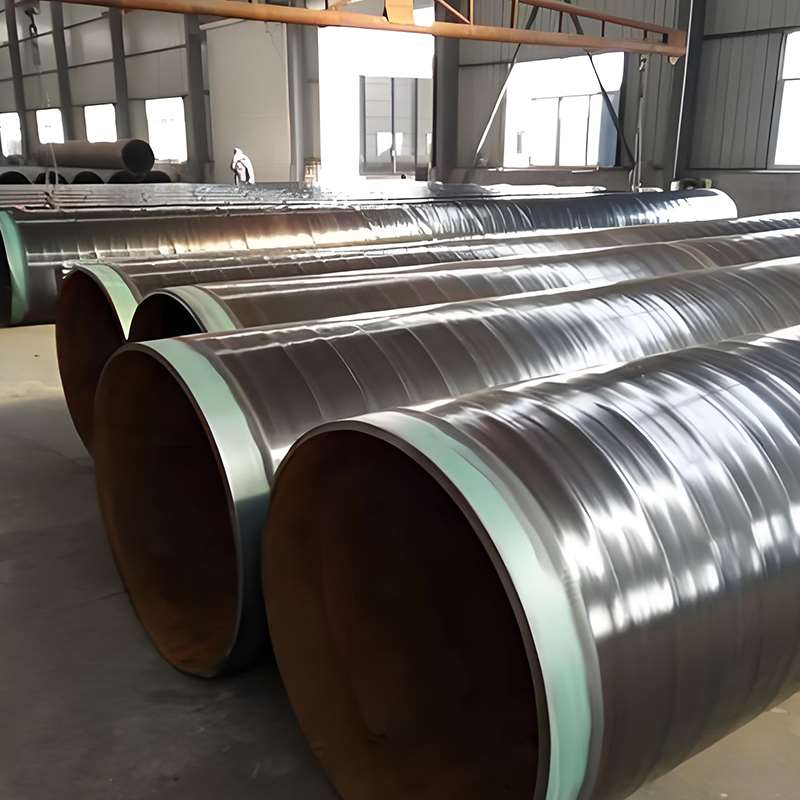
The Underground 3PE Anti-corrosion Spiral Steel Pipe adopts a three-layer composite protective system, combining chemical resistance and mechanical protection:
① FBE (Fusion Bonded Epoxy) Primer Layer
This inner layer is directly applied onto the steel surface, forming a high-adhesion corrosion-resistant barrier with excellent chemical resistance against corrosive media.
② Adhesive Layer (Middle Layer)
This layer acts as a bonding bridge, ensuring strong adhesion between the epoxy layer and the outer polyethylene layer, preventing interlayer separation or delamination.
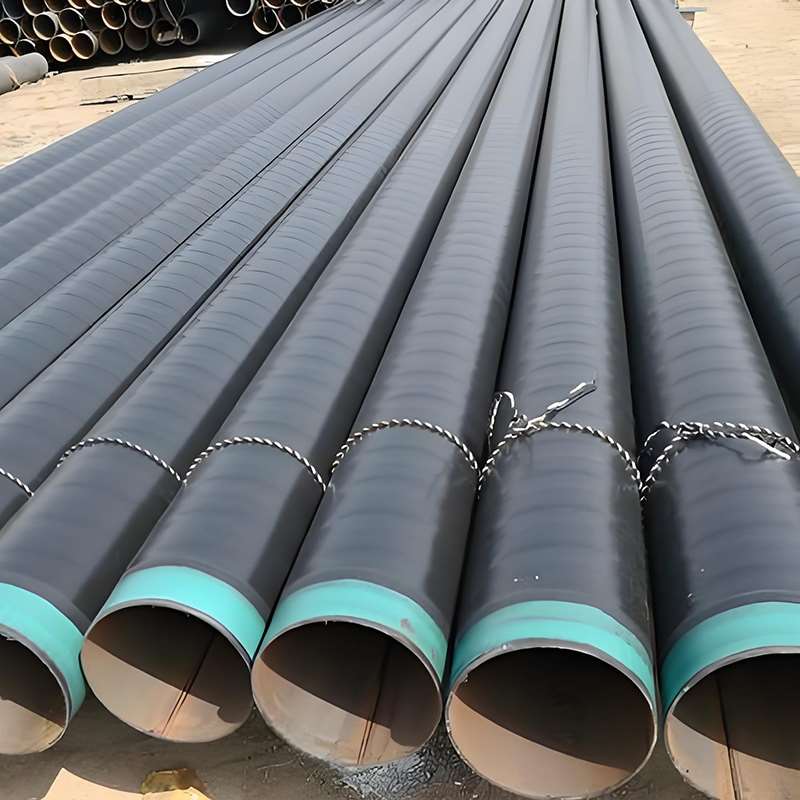
③ PE (Polyethylene) Outer Layer
The outer protective layer provides mechanical strength, resisting soil pressure, impact damage, and moisture penetration, ensuring long-term physical protection of the pipeline system.
III. Service Life: Why Can It Reach 30–50 Years?
Under proper engineering design, standardized manufacturing, and correct installation conditions, the Underground 3PE Anti-corrosion Steel Pipe can typically achieve a stable service life of 30–50 years. This long service life is primarily the result of multiple protective mechanisms working in synergy:
1. Excellent Resistance to Water and Oxygen Permeation
The outer polyethylene (PE) layer has extremely low water absorption, effectively blocking moisture and oxygen from reaching the steel surface, thereby slowing down corrosion reactions at the source.
2. High Resistance to Cathodic Disbondment
The fusion bonded epoxy (FBE) layer forms a strong bond with the steel substrate. Even if local coating damage occurs, it can effectively prevent corrosion from spreading to surrounding areas.
3. Strong Mechanical Impact Resistance
The polyethylene outer layer provides excellent toughness, allowing it to withstand backfilling pressure, mechanical impact, and abrasion during construction without significant coating damage.
4. Good Low-Temperature Performance
In cold regions or low-temperature buried environments, the coating system maintains stable physical properties and is not prone to embrittlement or cracking.
IV. Municipal and Underground Engineering Applications and Selection Guidelines
The Underground 3PE Anti-corrosion Steel Pipe is widely used in municipal and underground engineering projects. However, different application scenarios require different levels of corrosion protection, steel pipe standards, wall thickness design, and auxiliary protection systems. Proper selection directly affects service life, operational safety, and maintenance costs.
1. Urban Water Supply and Transmission Systems
Applications:
- Urban primary water supply networks
- Drinking water distribution pipelines
- Long-distance water transmission projects
- Secondary water supply trunk lines
Selection Guidelines:
- Coating grade: Normal-duty or Heavy-duty 3PE
- Pipe types: LSAW / SSAW / Seamless steel pipes (depending on pressure requirements)
- Design focus: Coordination of internal and external corrosion protection to avoid water contamination
- Recommended system: Cathodic protection system (for medium to large-scale projects)
2. Natural Gas and City Gas Distribution Networks
Applications:
- Urban gas transmission trunk lines
- Regional gas distribution pipelines
- Industrial park gas supply systems
Selection Guidelines:
- Coating grade: Heavy-duty or Extra-heavy-duty 3PE
- Steel standard: API 5L PSL2 preferred
- Wall thickness design: Based on high safety factor requirements
- Mandatory systems: Cathodic protection + insulating joints
3. Crude Oil and Refined Oil Long-Distance Pipelines
Applications:
- Crude oil transmission pipelines
- Refined oil pipelines (gasoline, diesel, etc.)
- Inter-regional energy transportation networks
Selection Guidelines:
- Coating grade: Extra-heavy-duty 3PE
- Steel grades: API 5L X52 / X60 / X65 or higher
- Design focus: Impact resistance and soil stress resistance
- Recommended system: Dual protection of 3PE coating + cathodic protection
4. Municipal Drainage and Wastewater Networks
Applications:
- Stormwater drainage systems
- Sewage transmission pipelines
- Urban wastewater trunk lines
Selection Guidelines:
- Coating grade: Normal-duty or Heavy-duty 3PE
- Key requirement: Strong chemical resistance (sulfides, acidic environments)
- Optional internal coating: Cement mortar lining or epoxy internal coating
- Construction focus: Prevent mechanical damage to the coating during installation
5. Underground Utility Tunnel (Comprehensive Pipe Gallery) Projects
Applications:
- Water supply and drainage systems in utility tunnels
- Energy and communication support pipelines
- Integrated urban underground pipeline networks
Selection Guidelines:
- Coating grade: Heavy-duty 3PE
- Design focus: Resistance to external forces in confined spaces
- Recommended configuration: High-toughness PE outer layer
- Construction requirement: Strict protection of coating integrity during installation
6. Industrial Park Underground Pipeline Networks
Applications:
- Industrial circulating water systems
- Chemical media pipelines (non-severely corrosive media)
- Plant energy transmission systems
Selection Guidelines:
- Coating grade: Selected based on medium corrosivity (Normal/Heavy-duty)
- Optional internal coating: Epoxy lining for additional protection
- Steel grade: Determined according to pressure rating
- Recommendation: Periodic inspection and cathodic protection system implementation
V. 3PE Anti-corrosion Steel Pipe International Standard
| Category | Standard Number | Standard Name | Application Scope | Main Function |
|---|---|---|---|---|
| Steel Pipe Body Standard | API 5L | American Petroleum Institute Specification for Line Pipe | Oil and gas transmission pipelines | Defines steel pipe strength, toughness, and weldability requirements |
| Steel Pipe Body Standard | ISO 3183 | International Standard for Line Pipe | Global oil, gas, and water transmission projects | Harmonized with API system for unified international requirements |
| Steel Pipe Body Standard | EN 10208 | Steel pipes for pipelines for combustible fluids | Gas and liquid transmission systems | Applicable to European pipeline projects |
| Coating & Corrosion Protection Standard | ISO 21809-1 | External coatings for buried or submerged pipelines | International oil and gas pipeline engineering | Specifies requirements for 3PE coating structure and performance (core standard) |
| Coating & Corrosion Protection Standard | DIN 30670 | Polyethylene coatings for steel pipes (Germany) | European corrosion protection projects | Defines PE coating thickness and performance requirements |
| Coating & Corrosion Protection Standard | CSA Z245.21 | External polyethylene coating for pipes | North American oil and gas pipeline projects | Controls coating quality and long-term durability |
| Coating Process Standard | Sa 2.5 Blasting Standard | Surface preparation cleanliness grade | All 3PE coating production processes | Improves coating adhesion performance |
| Coating Process Standard | FBE Process Specification | Fusion bonded epoxy coating process | Anti-corrosion primer layer treatment | Provides fundamental chemical corrosion protection |
| Coating Process Standard | PE Extrusion Process | Polyethylene outer layer application process | External protective coating manufacturing | Provides mechanical protection and waterproofing performance |
| Quality Inspection Standard | Pull-off Test | Adhesion strength test | Coating performance inspection | Measures bonding strength between coating and steel substrate |
| Quality Inspection Standard | Cathodic Disbondment Test | Cathodic disbondment resistance test | Anti-corrosion performance evaluation | Evaluates coating resistance to disbondment under cathodic protection |
| Quality Inspection Standard | Holiday Detection | Spark testing (pinhole detection) | Coating integrity inspection | Detects pinholes and coating defects |
| Quality Inspection Standard | Impact Test | Impact resistance test | Transportation and construction performance | Verifies resistance to mechanical damage |
| Quality Inspection Standard | Thickness Test | Coating thickness measurement | Factory quality control | Ensures coating uniformity and compliance |
VI. FAQ
1. What factors should be considered when selecting 3PE anti-corrosion steel pipes?
When selecting 3PE coated steel pipes, price should not be the only consideration. Instead, the following engineering conditions must be evaluated comprehensively:
- Type of conveyed medium (oil, gas, water, wastewater, etc.)
- Soil corrosion level (alkaline soil, high-moisture areas, industrially polluted zones)
- Operating pressure and design temperature
- Required service life (30-year or 50-year design life)
- Whether a cathodic protection (CP) system is required
Key recommendation:
The more complex the environment, the higher the required coating grade (Normal → Standard/Medium → Reinforced/Extra-heavy-duty).
2. What is the difference between Normal-duty, Medium-duty, and Extra-heavy-duty 3PE coatings?
The main difference lies in coating thickness and overall protection performance:
- Normal-duty: Suitable for low-corrosion environments
- Medium-duty (Standard): Suitable for general municipal and water pipeline systems
- Extra-heavy-duty (Reinforced): Suitable for long-distance oil & gas pipelines and highly corrosive environments
Selection guidance:
- Urban water supply → Normal-duty / Medium-duty
- Gas and industrial pipeline networks → Medium-duty
- Long-distance oil and gas transmission → Extra-heavy-duty
3. Can 3PE coated steel pipes be used for high-temperature pipelines?
3PE coated steel pipes are primarily designed for ambient or low-temperature buried pipeline applications and are not suitable for long-term high-temperature service.
- The PE outer layer loses performance at elevated temperatures
- Prolonged high temperatures can affect coating stability
- Continuous high-temperature transport applications are generally not recommended
4. Why do 3PE Coated Spiral Steel Pipes still require cathodic protection?
Although the 3PE coating system provides excellent corrosion resistance, long-term field conditions may still lead to:
- Construction or handling scratches
- Weak points at field joint coating areas
- Long-term soil stress effects
The role of cathodic protection (CP) is to:
- Prevent corrosion propagation at coating damage points
- Provide a secondary line of defense
- Extend overall pipeline service life
5. How should 3PE coating grades be selected based on soil conditions?
Different soil environments determine the required coating grade:
- Low-corrosion soil (dry, low salinity): Normal-duty
- Medium-corrosion soil (urban areas, typical groundwater conditions): Medium-duty
- High-corrosion soil (alkaline soil, industrial zones, coastal areas): Extra-heavy-duty
6. What is the most common mistake in selecting 3PE coated steel pipes?
The most common mistake is selecting pipes based solely on price while ignoring engineering conditions.
Typical issues include:
- Using Normal-duty coating instead of Medium-duty, leading to early corrosion
- Ignoring soil corrosion risk assessment
- Failing to consider cathodic protection systems
- Improper field joint coating treatment
Consequences:
- Premature corrosion failure
- Significant increase in maintenance costs
- Reduced overall pipeline service life