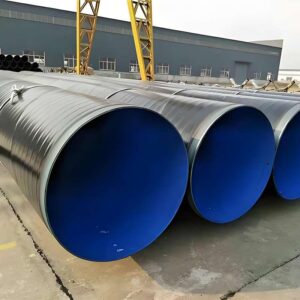
FBE Coated Steel Pipe for water pipeline systems is widely used in modern municipal water supply projects. It is a high-performance pipeline solution that combines drinking water safety, superior corrosion resistance, and long service life.
With continuously rising standards for urban drinking water quality, water supply systems are required not only to provide stable transmission capacity but also to ensure that water quality is not compromised during long-distance transportation. As a result, FBE coated steel pipes—known for their excellent anti-corrosion performance and environmentally friendly characteristics—have become one of the mainstream choices in municipal water infrastructure projects.
I. Standards and Safety Requirements for Drinking Water Pipelines
Municipal drinking water engineering is directly related to public health and water safety, which imposes extremely strict technical and hygienic requirements on pipeline systems. These projects are not only expected to “convey water,” but must also ensure that water quality remains stable, safe, and uncontaminated throughout long-term operation.
In practical engineering applications, drinking water pipelines are typically required to comply with the following standards:
1. Zero Contamination of Water Quality
The pipeline material must not release heavy metals, chemical substances, or any harmful components into the water during long-term service, thereby eliminating the risk of secondary contamination at the source.
2. Long-Term Stable Operation Capability
The pipeline system must maintain reliable performance under continuous pressure and complex operating conditions, meeting the requirements of uninterrupted urban water supply over extended service periods.
3. Resistance to Dual Environmental Conditions
The pipeline must withstand long-term internal water flow erosion while also resisting external environmental corrosion, including exposure to underground conditions such as humidity, salinity, alkaline environments, and acidic soils.
4. Compliance with International Drinking Water Safety Standards
Materials and coating systems are generally required to comply with international drinking water regulations such as NSF/ANSI 61, BS 6920, or AWWA standards, ensuring regulatory compliance and engineering safety.
II. Safety characteristics of FBE food-grade coating
| Characteristic Category | Performance | Significance for Drinking Water Systems |
|---|---|---|
| Non-Toxic & Environmentally Friendly Material | Free of heavy metals, contains no harmful solvents, does not release toxic substances | Ensures water quality safety and eliminates potential contamination sources |
| Compliance with Drinking Water Standards | Meets NSF/ANSI 61, BS 6920, and other relevant standards | Suitable for municipal drinking water distribution systems |
| High Chemical Stability | Non-reactive with water; resistant to disinfectants such as chlorine | Maintains stable water quality over long-term use |
| Prevention of Secondary Contamination | Blocks corrosion byproducts from steel, reduces bacterial growth | Prevents water contamination during transportation |
| Smooth and Dense Surface | Interior wall is even, resists scaling and microbial adhesion | Ensures smooth water flow and reduces maintenance risks |
| Long-Term Stability | Resistant to aging, cracking, or coating delamination | Supports long-term operation for 30–50 years |
III. Main Application Areas of Municipal Water Supply Systems
1. Urban Drinking Water Transmission and Distribution Networks
This is the core component of municipal water supply systems, responsible for delivering treated potable water from water treatment plants to all areas of the city.
- Urban trunk water transmission pipelines
- Regional water distribution networks
- Building and residential water service connections
2. Water Treatment Plants and Source Water Transmission Systems
These are critical transmission corridors connecting water sources, treatment plants, and urban water supply networks.
- Raw water intake pipelines at water sources
- Inlet and outlet pipelines for water treatment plants
- Long-distance raw water transmission projects
3. Urban Public Facility Water Supply Systems
These systems provide stable and reliable water supply for public service infrastructure.
- Water supply systems for hospitals and schools
- Government buildings and public facilities
- Large-scale public venues such as stadiums, airports, and railway stations
4. Industrial and Industrial Park Water Supply Systems
These systems support industrial development by ensuring a stable supply of essential water resources.
- Water distribution networks within industrial parks
- Process water supply systems for manufacturing
- Cooling water circulation and auxiliary water systems
5. Urban Emergency and Backup Water Supply Systems
Designed to ensure water supply security in emergency or unexpected situations.
- Emergency water transmission pipelines
- Firefighting water supply systems
- Backup water source allocation systems

IV. FBE Coated Steel Pipe Implementation Standard
| Standard Code | Standard Name | Scope of Application | Key Content |
|---|---|---|---|
| API 5L | Line Pipe Specification | Oil & gas, water transmission pipelines | Specifies steel grades, mechanical properties, and dimensional requirements for steel pipes |
| ASTM A53 / ASTM A106 | Carbon Steel Pipe Standard | Industrial and water transmission pipelines | Applicable to general-purpose and high-temperature service steel pipes |
| ISO 21809-2 | Petroleum & Natural Gas Industries — External Coatings for Buried Pipelines | FBE external corrosion protection for buried pipelines | Defines technical requirements and testing methods for FBE external coatings |
| AWWA C213 | Fusion-Bonded Epoxy Coating for Steel Water Pipe | Municipal water supply pipelines | Standards for FBE coating of potable water steel pipes (internal and external) |
| CSA Z245.20 | Plant-Applied External FBE Coatings | Canadian pipeline corrosion protection | Factory-applied FBE coating specifications |
| DIN 30671 | Polyethylene / Epoxy Coating Standard | European corrosion-protected pipelines | Technical requirements for corrosion protection layers on buried steel pipes |
| NSF/ANSI 61 | Drinking Water System Components | Drinking water safety certification | Ensures coating materials do not contaminate potable water |
| BS 6920 | Suitability of Non-Metallic Products for Water Use | UK drinking water standard | Tests material suitability and impact on water quality |
| ISO 8501-1 | Surface Preparation Standard | Steel pipe sandblasting and rust removal | Defines surface treatment grades, e.g., Sa2.5 |
| NACE RP0394 | Coating Inspection Standard | Anti-corrosion coating quality inspection | Specifies defect detection and holiday (spark) testing methods |
Common engineering execution combinations
| Application Scenario | Commonly Applied Standards |
|---|---|
| Municipal Drinking Water Projects | API 5L + AWWA C213 + NSF/ANSI 61 |
| Buried Water Transmission Pipelines | ISO 21809-2 + ISO 8501-1 |
| Industrial Circulating Water Systems | ASTM A106 + FBE Coating Standard |
| Long-Distance Water Transmission Projects | API 5L + CSA Z245.20 |
V. Selection Guide for FBE Coated Steel Pipes for Water Pipelines
1. Conventional Municipal Water Supply Networks
Suitable operating conditions
- Urban underground water distribution along roads
- Residential water distribution systems
- General municipal potable water projects
- Areas with low soil corrosivity
Recommended specification
| Item | Recommended Specification |
|---|---|
| Steel Grade | API 5L Gr.B / X42 |
| Coating System | Single-layer FBE coating |
| Coating Thickness | 300–400 μm |
| Service Life | 30+ years |
2. High-Humidity, Saline-Alkali or Coastal Water Supply Projects
Suitable operating conditions
- Coastal city water supply systems
- Buried pipelines in saline-alkali soil areas
- Regions with high groundwater levels
- Long-term humid and aggressive soil environments
Recommended specification
| Item | Recommended Specification |
|---|---|
| Steel Grade | API 5L X52 |
| Coating System | Heavy-duty FBE or 3PE/FBE composite coating |
| Coating Thickness | 400–600 μm |
| Additional Recommendation | Cathodic protection system recommended |
3. Long-Distance Trunk Water Transmission Projects
Suitable operating conditions
- Inter-regional water diversion projects
- Large-diameter main transmission pipelines
- Water treatment plant to city supply networks
- High-pressure continuous operation systems
Recommended specification
| Item | Recommended Specification |
|---|---|
| Steel Grade | API 5L X52 / X60 |
| Coating System | High-adhesion FBE coating |
| Coating Thickness | 400–500 μm |
| Key Requirement | Excellent adhesion and impact resistance |
4. Drinking Water Projects (High Water Quality Requirements)
Suitable operating conditions
- Municipal potable water systems
- Hospitals and school water supply systems
- Food processing water supply systems
- Domestic drinking water transmission
Recommended specification
| Item | Recommended Specification |
|---|---|
| Internal Coating | Food-grade FBE internal lining |
| Standard Requirement | NSF/ANSI 61 compliant |
| Coating Features | Non-toxic, non-contaminating, chlorine-resistant |
| Recommended Steel Grade | API 5L Gr.B / X42 |
5. Industrial Parks and Circulating Water Systems
Suitable operating conditions
- Industrial cooling water systems
- Recirculating water systems
- Water transport with mild chemical media
- Continuous operation environments
| Item | Recommended Specification |
|---|---|
| Coating Type | Thick-film FBE coating |
| Coating Thickness | ≥500 μm |
| Recommended Steel Grade | API 5L X52 |
| Special Requirement | Enhanced chemical corrosion resistance |
VI. Frequently Asked Questions on FBE Coated Steel Pipe Selection
1. What type of FBE coating should be selected for municipal drinking water projects?
For urban potable water transmission, it is recommended to use food-grade FBE internal coating compliant with NSF/ANSI 61 or BS 6920 standards.
Key features of this coating include:
- Non-toxic and environmentally safe
- No release of harmful substances
- Resistant to chlorine disinfection
- Maintains stable water quality and safety
2. When is a thickened FBE coating recommended?
Projects located in the following environments should consider a thickened FBE coating:
- Coastal regions
- Saline-alkali soil areas
- High groundwater level zones
- Moist, corrosive soils
- Long-term buried water transmission pipelines
3. What steel grade is recommended for long-distance water transmission projects?
For long-distance, large-diameter, or high-pressure pipelines, the following steel grades are typically recommended:
- API 5L X52
- API 5L X60
Reasons include:
- Higher pressure resistance
- Improved deformation resistance
- Better suitability for continuous long-term operation
4. How to choose between FBE coated and 3PE coated steel pipes?
The main difference lies in the application environment:
| Type | More Suitable Operating Conditions |
|---|---|
| FBE Coated Spiral Steel Pipe | Municipal water supply, potable water systems |
| 3PE Coated Spiral Steel Pipe | High-corrosion underground oil & gas pipelines |
Notes: FBE coatings provide superior internal hygiene, making them ideal for drinking water systems. In contrast, 3PE coatings offer stronger external mechanical protection, making them better suited for complex buried environments.
5. Is thicker FBE coating always better?
Not necessarily. While an insufficient coating reduces corrosion protection and service life, excessively thick coatings may increase:
- Risk of cracking
- Material and construction costs
- Installation difficulty
Typical recommendations:
- Standard water supply: 300–400 μm
- Highly corrosive environments: 400–600 μm
6. How to verify the quality of FBE coated steel pipes?
During procurement, focus on the following checks:
- Compliance with API 5L standard
- Availability of drinking water certification
- Surface preparation meeting Sa2.5 sandblasting
- Holiday (spark) testing performed
- Uniform coating thickness
- Adhesion test reports provided
High-quality FBE coatings typically exhibit:
- Smooth and dense surface
- No pinholes
- Strong adhesion
- Resistant to peeling or blistering
These factors directly impact the long-term service life of the pipeline.