I. X65 High-Strength Steel Grade Overview
In long-distance oil and gas pipelines and high-pressure pipeline projects, the selection of steel grade directly determines the safety, cost-effectiveness, and overall service life of the pipeline system. API 5L X65 is classified as a medium-to-high strength line pipe steel grade and is widely used in modern energy transportation systems, particularly for projects that demand high pressure resistance and reliability.
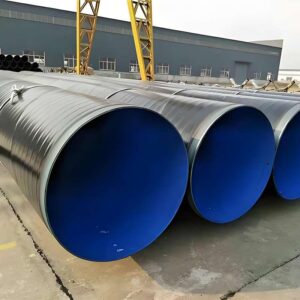
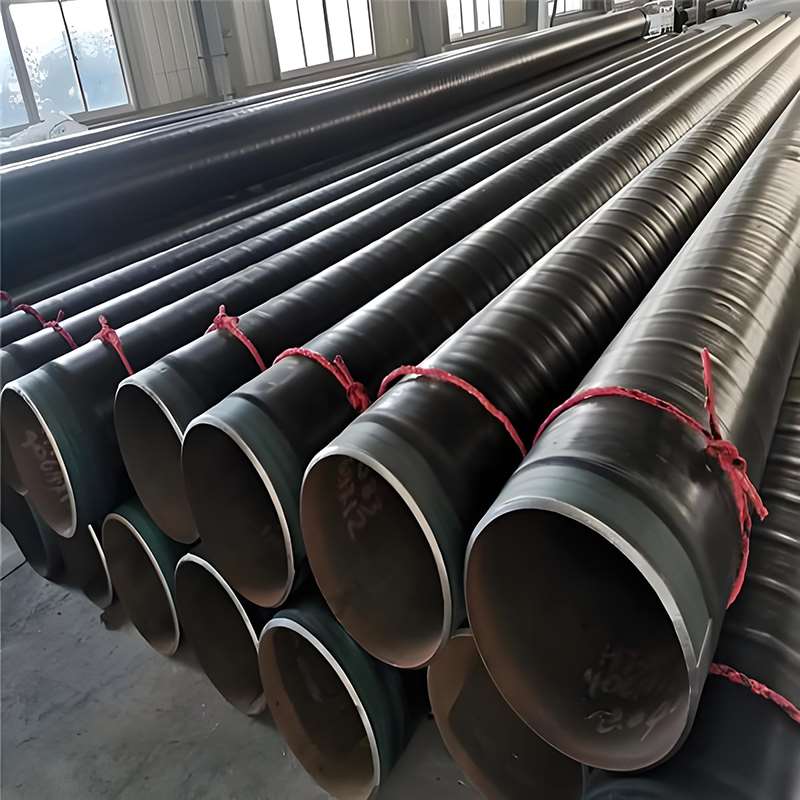
In practical engineering applications, this grade is commonly manufactured into solutions such as the API 5L X65 3PE Coated SSAW Pipe, which combines high-strength steel performance with advanced anti-corrosion protection for long-term service in harsh operating environments.
The “65” in X65 denotes a minimum yield strength of approximately 65,000 psi (around 450 MPa). This indicates that the steel can maintain structural stability under high internal pressure or external loads without significant permanent deformation, ensuring the safe operation of the pipeline system.
As a result, X65 is not only suitable for high-pressure transportation systems but is also commonly employed in cross-regional oil and gas pipelines, onshore-to-offshore connections, and large-scale energy infrastructure projects. It is regarded as one of the most mature and reliable steel grades in international engineering applications today.
II. Background of High-Pressure Transmission Systems
In oil and gas, water, and energy transmission engineering, a “high-pressure transmission system” is not merely a technical definition. It fundamentally reflects the core practical requirements of modern infrastructure projects: longer transportation distances, higher throughput capacity, lower operational costs, and enhanced safety assurance.
With continuously growing global energy demand, many projects are no longer short-distance pipelines but long-haul transmission systems stretching hundreds or even thousands of kilometers. In such scenarios, both clients and engineering designers typically face several critical and highly practical challenges:
1. How can stable pressure be maintained over long-distance transmission?
The longer the pipeline, the more significant the pressure loss becomes. To ensure sufficient delivery capacity at the receiving end, the overall system operating pressure must be increased during the design stage. This requirement directly drives the widespread adoption of high-pressure transmission systems.
2. How can safety be ensured while increasing operating pressure?
Higher internal pressure means greater mechanical stress on the pipeline. If material selection is inadequate, risks such as deformation, fatigue failure, or leakage may occur. Therefore, engineers are most concerned with:
- Whether the material has sufficient strength
- Whether the weld integrity is reliable
- Whether the system can ensure long-term operational safety
In this context, solutions such as the API 5L X65 3PE Coated SSAW Pipe are widely adopted in demanding pipeline projects due to their combination of high-strength steel performance and advanced anti-corrosion protection.
3. How can overall project cost be effectively controlled?
Although high-pressure systems improve transmission efficiency, improper steel grade selection may lead to:
- Excessive wall thickness → increased material cost
- Higher construction difficulty → increased installation cost
- More frequent maintenance requirements → higher lifecycle cost
Therefore, engineering design must strike a careful balance between “mechanical strength” and “economic efficiency.” The use of the API 5L X65 3PE Coated SSAW Pipe is often considered a balanced solution in such scenarios, offering both structural strength and cost-effectiveness over the full project lifecycle.
4. How can complex real-world environments be adapted to?
High-pressure pipelines are rarely operated in ideal conditions. Instead, they are commonly exposed to challenging environments such as:
- Desert regions
- Marshlands and wetlands
- High-salinity or saline-alkali soils
- Extremely cold or high-temperature areas
Each of these environments imposes additional demands on pipeline durability, corrosion resistance, and long-term operational safety, further highlighting the importance of selecting reliable materials and protective systems like API 5L X65 3PE Coated SSAW Pipe.

III. Advantages of SSAW Pipe Structure
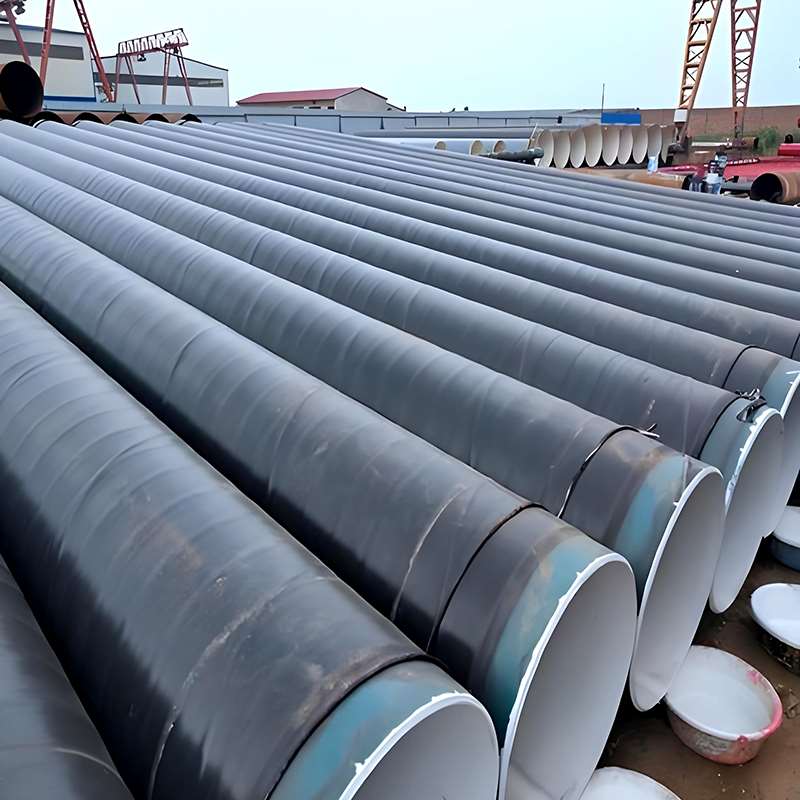
In large-diameter oil, gas, and water transmission projects, the choice of Spiral Submerged Arc Welded (SSAW) steel pipe is not merely a matter of structural technique—it directly addresses some of the most practical demands of large-scale pipeline projects.
1. Large-Diameter Pipeline Requirements: How to achieve higher capacity at lower cost?
The core objectives of many long-haul projects are:
- Transporting larger volumes of medium (oil, gas, or water)
- Reducing frictional resistance
- Increasing throughput per unit time
The most straightforward approach to meet these goals is to increase the pipeline diameter.
The SSAW process offers distinct advantages:
- It allows stable production of large-diameter (and even extra-large-diameter) pipes
- It maintains effective cost control, making large-scale projects economically viable
2. Cost-Control Requirements: How to reduce material and manufacturing costs in large projects?
In major pipeline projects, material costs often account for a significant portion of the total investment.
Engineering teams are particularly focused on:
- Reducing cost per kilometer
- Minimizing steel waste while maintaining mechanical strength
By using a continuous strip forming method, SSAW pipes achieve:
- Higher raw material utilization
- Efficient use of wide steel plates
- Reduced production loss
3. Adaptation to Complex Engineering Requirements: How to meet varied lengths and specifications?
Long-haul pipelines typically feature:
- Multiple diameter specifications
- Extensive project lengths
- The need for customized pipe lengths
The SSAW process offers strong flexibility:
- Spiral angle can be adjusted to accommodate different diameters
- Pipe lengths can be customized according to project needs
- Wall thickness designs can be tailored to engineering specifications
4. Welding Reliability Requirements: How to ensure safe long-distance operation?
For buried pipelines, weld quality is one of the most critical risk points.
SSAW pipes use double-sided submerged arc welding (DSAW):
- Achieving more stable weld penetration
- Ensuring high consistency of weld quality
- Facilitating non-destructive testing (UT/RT)
5. Large-Scale Construction Requirements: How to improve installation efficiency?
In cross-regional energy projects, construction schedule and installation efficiency are crucial.
SSAW steel pipes offer:
- Relatively stable supply lead times
- High-volume production capability
- Ease of transportation and onsite assembly
These characteristics make SSAW pipes particularly suitable for:
- National long-distance transmission pipelines
- Large-scale municipal water supply projects
- Energy infrastructure projects
IV. Applications in Long-Distance Oil & Gas Pipelines
1. Why do oil and gas transportation systems rely on long-distance pipelines?
In practical energy supply networks, oil and gas fields are often located in remote regions, while major consumption markets are concentrated in urban and industrial areas.
The core engineering challenges are:
- How to reliably transport resources over hundreds or even thousands of kilometers?
- How to avoid the high costs and safety risks associated with frequent transportation methods, such as tanker trucks?
- How to ensure continuous 24/7 supply?
Long-distance pipelines are designed to:
- Replace high-cost, low-efficiency transportation methods
- Enable continuous, stable, and large-scale energy transmission
2. The focus is not on the “pipeline” itself, but on long-term operational safety
For oil and gas projects, pipelines are not one-off constructions—they are critical infrastructure expected to operate safely for over 30 years.
Engineering priorities include:
- Preventing leakage
- Withstanding long-term pressure fluctuations
- Adapting to complex geological conditions
- Ensuring long-term corrosion resistance
3. Why is high-strength steel, such as X65, crucial in oil and gas projects?
As transportation distances increase, system pressures rise, creating two practical issues:
- Increased wall thickness → higher material costs
- Greater welding complexity → reduced construction efficiency
Therefore, engineering design aims to:
- Use higher-strength steel to reduce wall thickness while maintaining safety
- Optimize the overall cost structure without compromising reliability
4. Why is 3PE anti-corrosion coating almost standard in oil and gas pipelines?
Most long-distance oil and gas pipelines are buried underground, often exposed to:
- Moist soils
- Saline or corrosive geological conditions
- Microbial corrosion
The main concern is not initial defects, but corrosion and leakage after 10–20 years of operation.
The 3PE anti-corrosion system provides:
- A barrier against moisture and oxygen
- Enhanced impact resistance
- Extended design life of 30–50 years
5. Real-world applications of long-distance oil and gas pipelines
Products such as API 5L X65 3PE Coated SSAW Pipe are commonly used in:
- Cross-regional crude oil trunk pipelines
- Main natural gas transmission networks
- Onshore-to-offshore gas pipelines
- National energy strategic pipelines
- Raw material transport systems for large refineries
These projects share common characteristics:
- Long transportation distances
- High operating pressures
- Extremely strict safety requirements
- Catastrophic consequences in case of failure

V. Safety Requirements in High-Pressure Environments
In high-pressure oil and gas and long-distance pipeline projects, safety is not an optional consideration—it is the foremost principle guiding the entire system design. Failure in such environments is rarely localized; it can affect tens or even hundreds of kilometers of pipeline, causing substantial economic losses and environmental risks.
Therefore, the requirements for steel pipes in high-pressure environments arise from several practical engineering objectives: no leakage, no instability, and long-term reliable operation.
1. Why do high-pressure environments impose stricter pipeline requirements?
As internal pipeline pressure increases, steel pipes are subjected to both circumferential (hoop) stress and axial stress. This means:
- The pipe must resist internal “expansive” forces
- Welds must withstand long-term cyclic pressure
- Materials must avoid fatigue failure during prolonged operation
2. The three primary safety risks that concern engineers
In high-pressure pipeline systems, design and procurement focus on three critical risk categories:
(1) Burst Risk
Insufficient material strength can result in instantaneous rupture under extreme pressure. Such incidents have a large destructive scope and are among the most strictly controlled risks in engineering.
(2) Fatigue Failure
High-pressure pipelines are rarely subjected to static loading. Long-term pressure fluctuations occur due to:
- Start-stop operations
- Flow rate variations
- Pressure surges
Repeated cycles can induce material fatigue, so pipes must exhibit excellent toughness and ductility.
(3) Weld Failure
For Spiral Submerged Arc Welded (SSAW) or Longitudinal Submerged Arc Welded (LSAW) pipes, welds are the most critical areas:
- Are there any incomplete penetrations?
- Are micro-cracks present?
- Can the welds sustain long-term operating pressure?
3. Why high-strength steel grades (such as X65) are better suited for high-pressure environments
An essential principle in high-pressure design is to use higher-strength materials to reduce wall thickness, balancing safety margins with cost efficiency. The advantages of X65 steel include:
- Higher yield strength (~450 MPa)
- Superior pressure-bearing capacity
- More stable long-term performance
This allows engineers to:
- Reduce wall thickness under the same operating pressure
- Decrease material consumption
- Maintain required safety factors
4. The importance of anti-corrosion systems for high-pressure safety
While many focus solely on mechanical strength, corrosion is one of the most significant long-term threats in buried high-pressure pipelines.
The 3PE anti-corrosion system plays a critical role by:
- Preventing external media from corroding the steel
- Reducing the risk of stress corrosion cracking (SCC)
- Extending the overall service life of the pipeline
In practice, pipelines such as the API 5L X65 3PE Coated SSAW Pipe integrate both high-strength steel and advanced anti-corrosion protection, providing the reliability required for decades of safe, high-pressure operation.
VI. International Engineering Standards (API 5L X65 3PE Coated SSAW Pipe)
In international oil and gas and long-distance pipeline projects, steel pipes must meet the requirements of multiple standard systems. These standards are used not only for production control but also for project acceptance and quality traceability, serving as an important basis for project safety.
Comparison Table of Commonly Used International Engineering Standards
| Standard Category | Standard Name | Key Content | Application Significance |
|---|---|---|---|
| Line Pipe Steel Standard | API 5L | Defines line pipe steel grades (X42–X80), chemical composition, and mechanical properties | Global benchmark for oil and gas pipelines |
| Product Specification | API 5L PSL1 / PSL2 | PSL2 imposes stricter requirements on impact toughness, testing, and traceability | High-pressure oil and gas projects typically require PSL2 |
| Anti-Corrosion Standard | DIN 30670 | Technical specifications for 3PE anti-corrosion coating (structure, thickness, performance) | Common standard for external corrosion protection of buried steel pipes |
| Anti-Corrosion Standard | ISO 21809-1 | International standard for external corrosion coatings in oil and gas industry | Widely used in international EPC projects |
| Welding Standard | API 1104 | Pipeline welding procedures and weld quality requirements | Ensures on-site welding quality control |
| Non-Destructive Testing | ASTM E94 / ISO 10893 | Standards for ultrasonic and radiographic inspection methods | Ensures internal weld integrity |
| Pressure Testing | API 5L / Project Specifications | Hydrostatic testing and strength verification methods | Ensures pipeline pressure-bearing safety |
| Material Standard | ASTM A106 / A53 (Reference) | General specifications for carbon steel materials | Reference for auxiliary material selection |
| Quality Management System | ISO 9001 | Quality management system requirements | Ensures controllable production processes throughout the lifecycle |
| Engineering Codes | ASME B31.4 / B31.8 | Design codes for liquid and gas pipelines | Basis for pipeline design and operational safety |
VII. Selection Guide for API 5L X65 3PE Coated SSAW Pipe
1. Select Steel Grade Based on Operating Pressure
- Medium-pressure projects: X52 / X60
- High-pressure long-distance pipelines: X65 (commonly recommended)
- Ultra-high-pressure projects: X70 and above
2. Select Anti-Corrosion Coating Based on Project Environment
- Standard soil conditions: Standard 3PE coating
- Highly corrosive environments (saline-alkali soils / coastal areas): Enhanced 3PE coating
3. Select Product Specification Based on Project Requirements
- General projects: API 5L PSL1
- Oil & gas or high-pressure engineering projects: API 5L PSL2
VIII. Frequently Asked Questions
1. What pressure range is API 5L X65 SSAW pipe suitable for?
API 5L X65 SSAW steel pipe is typically used in medium-to-high pressure and high-pressure transmission systems, generally suitable for a pressure range of approximately 6–20 MPa, depending on pipe diameter, wall thickness, and specific engineering design requirements.
In practical oil and gas applications, it is commonly used in:
- Long-distance crude oil transmission trunk lines
- Natural gas main transmission networks
- Pipeline sections between compressor or booster stations
2. Why is 3PE coating essential for oil and gas pipelines?
The core function of 3PE anti-corrosion coating is to protect buried steel pipelines from long-term corrosion, especially in oil and gas transmission systems designed for decades of service with minimal maintenance.
Buried pipelines are typically exposed to:
- Soil corrosion
- Groundwater intrusion
- Saline or alkaline soil conditions
- Mechanical damage during construction
The 3PE system (Fusion Bonded Epoxy + Adhesive + Polyethylene) provides:
- Long-term corrosion protection
- Excellent impact resistance
- A design service life of 30–50 years
3. Why choose 3PE Coated Spiral Steel Pipe for oil and gas projects?
The main advantages of SSAW (Spiral Submerged Arc Welded) pipes lie in large diameter capability and cost efficiency, making them particularly suitable for long-distance transmission projects.
Compared with other pipe types:
- SSAW: Ideal for large diameters with better cost efficiency
- LSAW: Suitable for high-pressure critical pipeline sections
- Seamless pipe: Used for small-diameter high-pressure systems
4. What is the difference between API 5L PSL1 and PSL2? Which one should be used for high-pressure projects?
The main difference lies in the strictness of quality control and testing requirements:
- PSL1: Basic product specification level
- PSL2: More stringent requirements covering chemical composition control, impact testing, non-destructive testing, and traceability
For oil and gas and high-pressure pipeline projects, PSL2 is generally recommended, because it offers:
- Higher safety assurance
- Stricter quality control standards
- Better compliance with international engineering practices
5. What is the typical service life of API 5L X65 3PE steel pipes?
Under proper design, installation, and operating conditions, the typical service life is:
30–50 years
Actual service life depends on:
- Soil corrosion environment
- Quality of anti-corrosion coating
- Installation and backfilling quality
- Stability of operating pressure
- Inspection and maintenance practices
The 3PE anti-corrosion system is a key factor in extending pipeline service life.
6. What key parameters should be confirmed before purchasing API 5L X65 SSAW pipes?
Before procurement, it is recommended to confirm the following critical parameters:
- Transport medium (oil / gas / water)
- Design pressure and operating pressure
- Pipe dimensions (outer diameter, wall thickness, length)
- Steel grade and PSL level (PSL2 recommended)
- 3PE coating grade (standard or reinforced)
- Applicable standards (API, ISO, DIN, etc.)
- Testing requirements (UT/RT, hydrostatic testing, third-party inspection)
Confirming these parameters in advance helps effectively avoid:
- Incorrect product selection
- Project delays
- Increased costs
- Non-compliance with quality requirements