In the global energy transmission system, oil and gas pipelines are responsible for the long-distance transportation of crude oil, natural gas, and various industrial fluids. As cross-regional energy projects continue to expand, transportation distances are becoming longer, operating pressures higher, and environmental conditions increasingly complex. Under these demanding circumstances, traditional steel pipes are no longer able to meet modern pipeline engineering requirements for safety, corrosion resistance, and long-term operational stability. As a result, coated spiral steel pipes have gradually become one of the core materials in oil and gas pipeline construction.
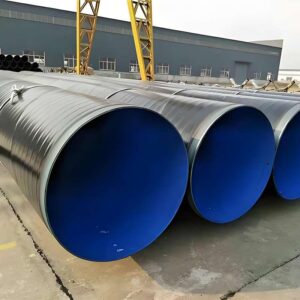
A Coated Spiral Steel Pipe is manufactured on the basis of SSAW (Spiral Submerged Arc Welded) steel pipes. Through the application of external and internal anti-corrosion coating systems, the pipe is significantly enhanced in terms of corrosion resistance, service life, and transportation stability. It is widely used in petroleum, natural gas, urban gas distribution, offshore engineering, and large-scale energy infrastructure projects.
I. Requirements for Oil and Gas Transmission Pipelines
The oil and gas transmission industry imposes extremely stringent requirements on pipeline materials. Since the transported media typically involve high pressure, high corrosion, and continuous operation, pipelines must not only possess excellent mechanical strength but also remain stable and reliable throughout long-term operation.
Modern oil and gas pipelines typically need to meet the following requirements:
1. High-Strength Pressure Resistance
- During long-distance transportation, internal pipeline pressures are high, particularly in natural gas transmission projects, where operating pressures are often far higher than those of ordinary industrial pipelines. Therefore, steel pipes must possess excellent tensile strength, yield strength, and resistance to deformation.
- Spiral welded steel pipes, utilizing a continuous spiral welding process, can be manufactured in large diameters and with thick walls, capable of meeting high-pressure transmission requirements.
2. Stable Long-Term Operation
- Once put into service, oil and gas pipelines often require continuous operation for decades. Any leakage, corrosion, or weld failure can lead to severe economic losses or even safety incidents. Consequently, pipeline systems demand extremely high material stability.
3. Good Weldability
- In large-scale pipeline projects, the volume of on-site welding work is substantial. Steel pipes must not only possess good weldability but also ensure long-term weld stability.
4. Resistance to Environmental Corrosion
- Complex environments such as underground, underwater, saline-alkali soils, deserts, and high-humidity areas can cause continuous corrosion of steel pipes. Consequently, corrosion protection systems have become an indispensable and critical component of modern oil and gas pipelines.


II. Background of the API 5L Standard
In the international oil and gas transportation industry, the API 5L standard is widely used in the manufacturing and quality control of pipeline steel.
API 5L was developed by the American Petroleum Institute (API) and primarily applies to pipeline steel used for oil and gas transportation. The standard sets strict specifications for the chemical composition, mechanical properties, weld quality, non-destructive testing, and dimensional tolerances of steel pipes.
Currently common steel grades include:
- API 5L Grade B
- API 5L X42
- API 5L X52
- API 5L X60
- API 5L X70
- API 5L X80
API 5L is also divided into two performance levels: PSL 1 and PSL 2:
| Comparison Item | PSL1 | PSL2 |
|---|---|---|
| Standard Level | Basic quality level | Higher quality level |
| Application Scope | General oil & gas and water transmission projects | High-pressure, high-risk oil & gas transmission projects |
| Chemical Composition Control | Standard control | More stringent control |
| Mechanical Property Requirements | Basic requirements | Higher requirements |
| Impact Toughness Testing | Usually not mandatory | Usually mandatory |
| Non-Destructive Testing (NDT) | Required only for some projects | More stringent inspection requirements |
| Weld Quality Requirements | Standard welding requirements | Stricter weld inspection standards |
| Dimensional Tolerance | Standard tolerance | Tighter tolerance control |
| Quality Traceability | Basic material certification | Full traceability system |
| Service Environment | Normal operating conditions | Long-distance, high-pressure, low-temperature, and offshore environments |
III. Long-Distance Oil & Gas Pipelines: Safety Challenges and Protection Strategies Under High-Pressure Conditions
Oil and gas transportation projects are characterized by long-distance transmission, high operating pressure, and extreme environmental conditions, such as cross-border trunk lines, subsea pipelines, and projects in arctic or desert regions. These demanding conditions require pipeline systems to be designed with exceptionally high safety redundancy.
1. High-Pressure Operation: Stress Cycles and Material Limits
Under high-pressure conditions, pipeline bodies are subjected to long-term cyclic stress loads. Any inconsistency in material performance can easily lead to catastrophic failures.
Key Risks:
Fatigue cracking at weld seams, permanent pipe deformation, brittle fracture (pipe rupture), and large-scale leakage.
Technical Protection Measures:
- Non-Destructive Testing (NDT):
Full-body ultrasonic testing (UT) is required to detect internal defects, while weld seams must undergo X-ray radiographic testing (RT). - Hydrostatic Pressure Testing:
Pipelines must be tested at 1.25 to 1.5 times higher than the design operating pressure to verify structural integrity.
2. External Environment: Electrochemical Corrosion in Harsh Conditions
Pipelines are typically buried underground or laid on the seabed for decades, where they are continuously exposed to electrochemical corrosion.
Key Risks:
Moisture, microorganisms, soil salinity, and stray currents in the soil can gradually thin the pipe wall and significantly reduce service life.
Technical Protection Measures:
- Composite Anti-Corrosion Coatings:
3PE (Three-Layer Polyethylene) or FBE (Fusion Bonded Epoxy) coatings are applied to form a dense physical barrier against corrosion. - Cathodic Protection (CP):
Combined with sacrificial anode or impressed current systems, CP inhibits metal oxidation through electrochemical principles.
3. Internal Medium: The “Invisible Blade” of Acidic Components
The transported medium itself may be corrosive, especially untreated or unprocessed crude oil and natural gas.
Key Risks:
H?S (hydrogen sulfide), CO?, and moisture in the medium can cause hydrogen-induced cracking (HIC) or stress corrosion cracking.
Technical Protection Measures:
- Corrosion-Resistant Material Selection:
Use sour-service grade steels with excellent resistance to sulfur and hydrogen, such as materials compliant with API 5L sour service specifications. - Internal Coating Treatment:
Apply anti-corrosion and drag-reducing internal coatings to protect the pipe wall while also reducing friction resistance and improving flow efficiency.
4. Integrated Safety Management Summary
To ensure long-term operational safety of long-distance pipeline systems, a full life-cycle monitoring framework is strongly recommended:
- Material Traceability:
Ensure full traceability of chemical composition and mechanical properties for every single pipe. - Intelligent Monitoring:
Deploy fiber optic sensing systems and distributed pressure monitoring to enable minute-level leak detection. - Regular Inspection:
Use “intelligent pigs” (pipeline inspection gauges) to perform in-line inspection and evaluate wall thickness loss across the entire pipeline.
Expert Insight:
Pipeline safety does not depend solely on steel pipe quality. It relies on a synergistic “coating–steel–monitoring” triple defense system working in full coordination.
IV. Application Environments for Oil and Gas Projects
- Underground Pipeline Environments
- Most oil and gas transmission pipelines are buried underground, where they are constantly exposed to soil, moisture, and microorganisms, making them susceptible to external corrosion. Consequently, high standards are required for the corrosion resistance and pressure-bearing capacity of steel pipes.
- Marine and Subsea Engineering Environments
- Marine environments are characterized by high salinity, high humidity, and severe corrosion. Subsea pipelines are subject to long-term seawater erosion, necessitating extremely stringent requirements for coating adhesion, corrosion resistance, and weld quality.
- Desert Environments
- Desert regions experience significant diurnal temperature fluctuations and are subject to sand and wind abrasion. Steel pipes must not only possess excellent corrosion resistance but also strong resistance to mechanical damage.
- Extreme Cold and Low-Temperature Environments
- In low-temperature regions, steel pipes must maintain good impact toughness and crack resistance to prevent low-temperature embrittlement from compromising safe pipeline operation.
- High-Pressure, Long-Distance Transmission Environments
- Cross-regional oil and gas transmission projects typically involve long distances and high pressures, requiring steel pipes to possess stable mechanical properties and long-term operational reliability.
- High-Corrosion Medium Transmission Environments
- Certain oil and gas media contain corrosive substances such as carbon dioxide (CO?), hydrogen sulfide (H?S), and moisture, placing higher demands on the internal anti-corrosion performance of steel pipes.


V. International Standards for Coated Spiral Steel Pipes
| Standard Number | Standard Name | Application Scope |
|---|---|---|
| API 5L | Line Pipe Specification | Steel pipes for oil and natural gas transmission pipelines |
| ASTM A252 | Welded and Seamless Steel Pipe Piles | Spiral welded steel pipes and structural applications |
| ASTM A53 | Steel Pipe Specification | General industrial and fluid transport steel pipes |
| ISO 3183 | Petroleum and Natural Gas Industries — Steel Pipe | International standard for oil and gas transmission pipelines |
| EN 10219 | Cold Formed Welded Structural Hollow Sections | European standard for welded structural steel pipes |
| SY/T 5037 | Spiral Submerged Arc Welded Steel Pipe | Standard for spiral submerged arc welded (SSAW) steel pipes |
| GB/T 9711 | Steel Pipe for Pipeline Transportation Systems | Chinese standard for oil and gas transmission pipelines |
| DIN 30670 | Polyethylene Coating for Steel Pipes | 3PE polyethylene anti-corrosion coating standard |
| DIN 30678 | Polypropylene Coating Systems | 3PP anti-corrosion coating standard |
| CSA Z245.21 | External Polyethylene Coating Standard | Canadian polyethylene anti-corrosion coating standard |
| AWWA C210 | Liquid Epoxy Coating Systems | Liquid epoxy internal and external coating standard |
| ISO 21809 | External Coatings for Buried or Submerged Pipelines | External coating standard for buried and offshore pipelines |
| NACE SP0394 | Application of FBE Coatings | Fusion Bonded Epoxy (FBE) coating application standard |
| ASTM G95 | Cathodic Protection Compatibility | Standard related to cathodic protection compatibility |
Common Project Standard Combinations:
Different oil and gas projects typically combine multiple standards, such as:
- API 5L + DIN 30670
- (Oil and gas transmission + 3PE corrosion protection)
- API 5L PSL2 + ISO 21809
- (High-grade oil and gas pipelines + international corrosion protection standards)
- API 5L + AWWA C210
- (Water transmission and epoxy coating projects)
For large-scale international oil and gas projects, compliance with third-party inspection requirements is typically also required, such as on-site factory inspections and quality audits by SGS, BV, TüV, or DNV.
VI. FAQ: Frequently Asked Questions About Oil and Gas Pipelines
1. Why Do Oil and Gas Pipelines Corrode?
Corrosion in oil and gas pipelines primarily stems from both external environmental factors and internal media.
External causes include soil moisture, salt content, oxygen, and microbial erosion; internal factors may include corrosive components such as CO?, H?S, and moisture.
Prolonged exposure can lead to thinning of the steel pipe walls or even perforation, so comprehensive protection must be provided through anti-corrosion coatings and cathodic protection systems.
2. Why must oil and gas pipelines use corrosion-resistant steel pipes?
Ordinary steel pipes are prone to rapid corrosion in buried or marine environments, whereas oil and gas pipelines typically need to operate for 20–50 years. Corrosion-resistant steel pipes (such as 3PE, FBE, and TPEP) effectively isolate corrosive media, reducing rust formation, thereby ensuring long-term safe operation of the pipeline and lowering maintenance costs.
3. What is the difference between 3PE and FBE corrosion protection?
3PE corrosion protection features a three-layer structure (epoxy powder + adhesive + polyethylene), offering superior mechanical protection and making it suitable for long-distance buried pipelines; FBE is a single-layer epoxy coating with excellent chemical corrosion resistance, making it suitable for high-temperature or specific medium environments. Generally speaking, 3PE is more suitable for most long-distance oil and gas transmission projects.
4. What are the practical implications of PSL1 and PSL2 pipes?
PSL1 is a basic quality grade suitable for standard operating conditions; PSL2 is a higher grade requiring stricter control of chemical composition, impact toughness testing, and non-destructive testing.
For high-pressure, offshore, or long-distance oil and gas pipelines, PSL2 is typically required to ensure safety.
5. What are the most common causes of failure in oil and gas pipelines?
There are three main categories: corrosion failure (the most common), weld defects (such as lack of fusion or cracks), and external damage (construction damage or geological movement).
Corrosion issues account for the highest proportion, so the design and construction quality of the anti-corrosion system are critical.
6. How can one determine if the quality of an oil and gas pipeline is reliable?
This is primarily assessed based on four factors:
- Compliance with API 5L or ISO 3183 standards
- Passing non-destructive testing (UT/RT) and hydrostatic testing
- Coating thickness and adhesion meeting specifications
- Availability of complete quality traceability documentation (MTC reports)
High-quality pipelines are also typically certified by third-party inspection agencies (such as SGS, BV, or TüV) to ensure compliance with international engineering requirements.