I. Background of Large-Diameter Water Transmission Projects
Large Diameter FBE Coated SSAW Pipe is increasingly being used in modern municipal water supply systems. With the accelerating pace of urbanization, water infrastructure projects are placing higher demands on pipeline performance, including high-capacity flow transmission, long-term operational stability, and lower maintenance costs.
Large-diameter water transmission pipelines must not only provide high pressure-bearing capacity, but also adapt to complex soil conditions and long-term buried service environments. As a result, stricter requirements are imposed on both the structural strength of steel pipes and their external anti-corrosion performance, ensuring the safety and reliability of water supply systems throughout long-term operation.
II. Structural Advantages of SSAW Steel Pipe
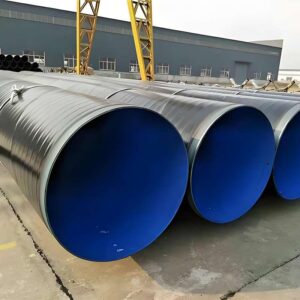
SSAW (Spiral Submerged Arc Welded) steel pipe is manufactured by continuously forming steel strip into a spiral shape and welding it through submerged arc welding. This process ensures stable structure and makes it highly suitable for large-diameter transmission projects. Its key advantages include:
- Capability for ultra-large diameter production: Suitable for high-capacity water transmission, oil and gas transportation, and municipal trunk pipeline networks.
- High material utilization rate: Continuous forming of steel strip reduces material waste, making it more efficient for long-distance and large-scale engineering applications.
- More uniform stress distribution: The spiral weld seam is distributed at an angle along the pipe body, effectively dispersing internal pressure and external loads, thereby improving overall structural stability.
- More competitive overall cost: Compared with longitudinal welded pipes (LSAW), SSAW pipes offer better economic efficiency and higher construction productivity in large-diameter applications.


III. Requirements for FBE Coating Uniformity
FBE (Fusion Bonded Epoxy) coating serves as a critical protective barrier in steel pipeline anti-corrosion systems. Its uniformity and density directly determine the corrosion resistance and service life of the pipeline.
In actual manufacturing and construction processes, the following key aspects must be strictly controlled:
- Consistent coating thickness: The overall coating must maintain uniform thickness to avoid local over-thickness or under-thickness, which could compromise protective performance.
- Strict surface preparation compliance: The steel pipe surface must undergo high-standard abrasive blasting (shot blasting/sand blasting) to enhance adhesion strength and bonding performance.
- Uniform and complete fusion application: Under controlled high-temperature conditions, epoxy powder must be fully melted and evenly applied to completely cover the steel surface.
- Strict defect control: Defects such as pinholes, bubbles, voids, and local coating holidays must be avoided to ensure coating integrity and quality performance.
IV. Applications in Urban Water Supply Systems
This series of large-diameter FBE Coated Spiral Steel Pipe is specifically designed to meet the high-standard water transmission requirements of modern cities and is widely used in the following key applications:
- Urban water supply trunk networks: Serving as the main high-pressure, high-capacity transmission arteries of municipal water distribution systems.
- Long-distance inter-regional water diversion projects: Adapting to complex underground soil conditions to ensure safe and reliable long-distance water transmission along the entire route.
- Water treatment plant and distribution systems: Used for efficient connection between water treatment plants, pumping stations, and urban pipeline networks.
- Industrial park water supply systems: Meeting the high-demand requirements for continuous and stable water supply in modern industrial zones.
Core assurance:
Thanks to the excellent anti-microbial resistance and zero-toxic release characteristics of FBE (Fusion Bonded Epoxy) coating, the pipeline not only delivers superior sealing performance and long-term corrosion resistance, but also effectively prevents secondary contamination. This ensures 100% protection of drinking water quality safety and long-term system operational stability.
V. Large-Scale Project Construction and Field Adaptability
1. Lifting and Handling of Large-Diameter, Heavy-Weight Pipes
Due to their large diameter and substantial individual pipe weight, on-site installation requires professional lifting equipment and specialized lifting slings. Steel wire ropes should not come into direct contact with the external coating, as they may damage the anti-corrosion layer. All loading, unloading, and pipe-laying operations should be carried out in strict accordance with established construction standards.
2. High-Precision Fit-Up and Welding
The pipe’s wall thickness and roundness are manufactured to precise tolerances. During field installation, professional alignment clamps (internal or external line-up clamps) should be used to ensure uniform weld joint gaps. This helps meet the inspection requirements for high-quality double-sided submerged arc welding or field manual welding procedures.
3. Strict Protection of the Anti-Corrosion Coating
Although FBE coating provides excellent corrosion protection, it is relatively sensitive to mechanical damage. Protective measures should be implemented throughout handling, stringing, installation, and backfilling operations. The trench bottom should be properly leveled and free of sharp rocks or hard debris to maintain the integrity of the external coating system.
4. Efficient Long-Distance Pipeline Installation
With standard pipe lengths such as 12 meters, large-diameter FBE-coated SSAW pipes are particularly suitable for continuous linear installation in large-scale pipeline projects. Their design supports efficient sectional construction, helping reduce project timelines while improving overall installation quality and construction productivity.


VI. Quality Control Standards
| Inspection Item | Control Standard / Method | Quality Requirement | Purpose |
|---|---|---|---|
| Visual Inspection | Visual examination + dimensional measuring tools | Smooth surface free from cracks, blisters, peeling, dents, or other visible defects | Ensure surface quality and construction suitability |
| Dimensional Accuracy | Vernier calipers, ultrasonic thickness gauge | Outside diameter and wall thickness comply with design specifications and allowable tolerances | Ensure proper installation fit-up and structural safety |
| Weld Quality | Ultrasonic Testing (UT) / Radiographic Testing (RT) | No incomplete penetration, cracks, slag inclusions, or other weld defects | Ensure weld strength and structural reliability |
| Coating Thickness | Coating thickness gauge | Meets specified coating thickness requirements with uniform distribution | Provide consistent and reliable corrosion protection |
| Coating Adhesion | Cross-cut test / Pull-off adhesion test | Meets the required adhesion rating specified by applicable standards | Prevent coating disbondment and maintain long-term anti-corrosion performance |
| Holiday Detection | Holiday detector (spark tester) | No pinholes, holidays, or coating discontinuities | Ensure coating continuity and integrity |
| Hydrostatic Test | Pressure holding test at specified test pressure | No leakage, seepage, or permanent deformation | Verify pressure-bearing capacity and sealing performance |
| Chemical Composition Analysis | Spectrometric analysis | Complies with applicable steel standards (e.g., API, ASTM) | Ensure consistent and reliable material properties |
VII. Selection FAQ: Large Diameter FBE Coated SSAW Pipe
Q1: What applications are large-diameter FBE coated SSAW pipes primarily used for?
These pipes are mainly used in municipal water transmission trunk lines, inter-regional water transfer projects, water treatment plant distribution systems, and industrial park water supply networks.
Thanks to their large diameter, high structural strength, and excellent corrosion resistance, they are also widely used in long-distance buried water transmission projects, particularly in infrastructure applications where long-term reliability and service life are critical.
Q2: How do I select the appropriate pipe diameter and wall thickness for my project?
Pipe selection is generally based on three key factors:
- Design flow rate
- Operating pressure
- Transmission distance
As a general rule:
- Higher flow rates → Larger pipe diameters
- Higher operating pressures → Greater wall thickness
- Longer transmission distances → Higher safety requirements
To ensure optimal performance and cost efficiency, the final pipe specification should be determined by the project design engineer based on hydraulic calculations and engineering requirements. Oversized or undersized pipes can lead to unnecessary costs or operational inefficiencies.
Q3: Is the FBE coating important when selecting a pipeline? Why?
Absolutely. The quality of the FBE (Fusion Bonded Epoxy) coating has a direct impact on the pipeline’s corrosion resistance and service life.
A high-quality FBE coating effectively isolates the steel surface from soil, moisture, oxygen, and chemical contaminants, significantly reducing maintenance requirements and lifecycle costs.
For projects located in high-humidity regions, saline-alkaline soils, or areas with elevated groundwater levels, selecting a pipeline with a high-performance FBE coating system is strongly recommended.
Q4: What advantages does the SSAW structure offer compared to longitudinal welded pipes?
SSAW (Spiral Submerged Arc Welded) pipes provide several key advantages:
- Capable of producing larger diameters for high-capacity water transmission
- More uniform stress distribution, enhancing overall structural stability
- Higher material utilization and improved cost efficiency
- Well suited for long-distance continuous pipeline installation
For these reasons, SSAW pipes are extensively used in large-scale water supply and transmission projects worldwide.
Q5: How can I determine whether the FBE coating quality meets the required standards?
The quality of an FBE coating is typically evaluated based on the following criteria:
- Uniform coating thickness
- Absence of pinholes, bubbles, holidays, or uncoated areas
- Compliance with adhesion strength requirements
- Successful holiday detection (spark testing)
A qualified FBE coating should exhibit a continuous, dense, and defect-free surface, which is essential for ensuring long-term corrosion protection performance.
Q6: How can potential construction and operational issues be minimized during the selection stage?
To reduce installation challenges and long-term operational risks, the following factors should be carefully considered during project planning:
- Clearly define design pressure and required safety factors
- Select a corrosion protection system suitable for the project environment
- Consider transportation and lifting requirements, especially for large-diameter pipes
- Ensure compatibility between welding procedures and field joint coating methods
- Coordinate installation methods with the construction contractor in advance
Proper pipeline selection can significantly improve construction efficiency while reducing future maintenance requirements, repair costs, and leakage risks.