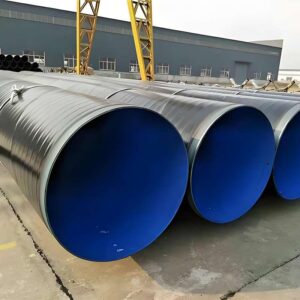
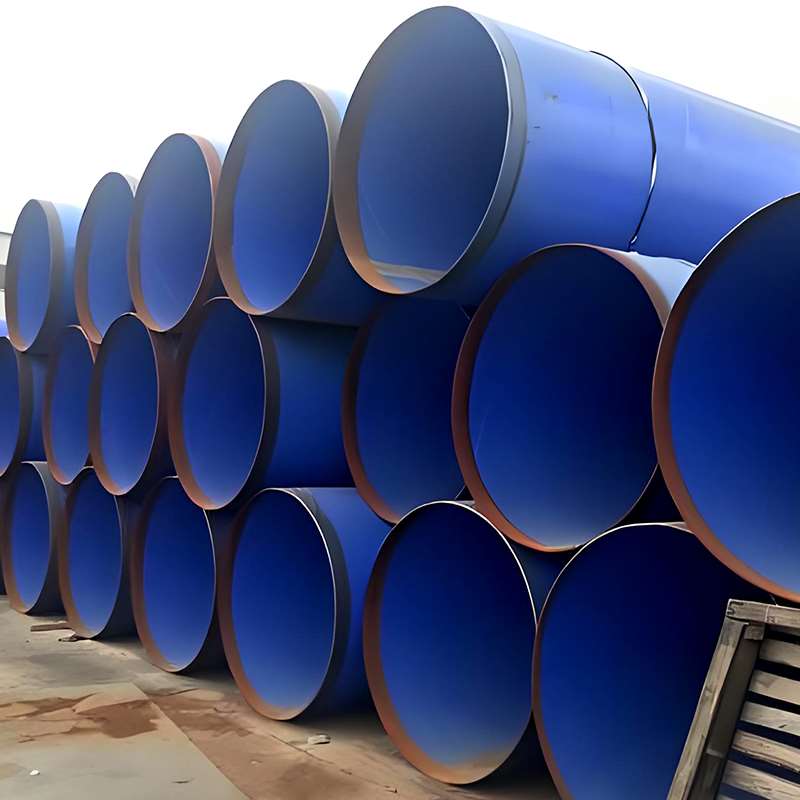
Underground FBE Coated Spiral Steel Pipe is a corrosion-resistant steel pipe specifically designed for underground installation environments. It offers excellent anti-corrosion performance and long-term operational stability, and is widely used in municipal pipeline networks, water supply systems, and industrial fluid transportation pipelines.
I. Characteristics of Underground Corrosion Environments
Underground pipelines are continuously exposed to complex and harsh environmental conditions. Moisture, oxygen, electrolytes, and microorganisms in the soil all contribute to ongoing corrosion of steel pipes.
Common corrosion factors include:
- High soil moisture content, which accelerates oxidation reactions
- Differences in soil resistivity between layers, leading to electrochemical corrosion
- Stray current interference (e.g., from rail transit systems and power infrastructure)
- Microbiologically influenced corrosion (MIC)
- Acidic or highly saline-alkaline soil conditions
The combined effect of these factors makes it difficult for ordinary steel pipes to maintain long-term stable performance in underground environments.
II. Protective Function of FBE in Buried Applications
FBE (Fusion Bonded Epoxy) coating is primarily used for the corrosion protection of buried steel pipelines. Its core function is to ensure long-term stable operation of steel pipes in underground environments while significantly reducing maintenance and replacement costs caused by corrosion.
In practical applications, FBE coating can:
- Effectively isolate moisture and oxygen in the soil, reducing the likelihood of corrosion
- Form a strong and durable protective layer that is not easily damaged during construction or backfilling
- Bond tightly with the steel substrate, ensuring long-term adhesion without peeling or detachment
- Perform reliably under cathodic protection systems with excellent resistance to coating disbondment
- Adapt to complex underground environments such as humid, saline, and alkaline soils, significantly extending pipeline service life
Therefore, FBE coating is not merely a “protective film,” but a critical anti-corrosion solution that ensures the long-term safe operation of buried steel pipelines.

III. Application Scenarios of Underground FBE Coated Steel Pipes in Water Systems
In water system engineering, pipelines are responsible not only for water transmission but also directly affect water supply safety, operational stability, and lifecycle maintenance costs. Due to its excellent corrosion resistance and long-term stability, FBE-coated steel pipe is widely used across various water-related applications.
1. Municipal Water Supply Systems
In urban potable water distribution networks, pipelines are typically buried underground and exposed to moist soil for extended periods.
FBE-coated steel pipes can:
- Prevent corrosion caused by groundwater and surrounding soil
- Reduce leakage risk and improve water supply reliability
- Minimize road excavation and repair frequency, thereby lowering municipal maintenance costs
2. Sewage and Drainage Systems
Wastewater contains acidic and alkaline substances, organic matter, and other corrosive media, making it highly aggressive to pipelines.
The benefits of FBE coating include:
- Enhanced resistance to chemical corrosion
- Reduced risk of perforation caused by internal and external corrosion
- Extended service life of sewage and drainage networks
3. Industrial Circulating Water Systems
In industrial cooling and circulating water systems, water quality is often complex and may contain chemical additives or impurities.
FBE-coated steel pipes help to:
- Reduce scaling and corrosion issues
- Maintain long-term stable pipeline operation
- Decrease shutdowns and maintenance frequency
4. Long-Distance Water Transmission Projects
Such as inter-regional water diversion projects or large-scale water supply pipelines, which require extremely high service life and reliability.
Key advantages of FBE coating include:
- Long-term stable protection suitable for large-scale buried installation
- Reduced maintenance complexity during operation
- Improved overall engineering reliability
5. Groundwater and Water Intake Systems
In groundwater extraction and transmission systems, water may contain minerals or mildly corrosive components.
FBE-coated steel pipes can:
- Mitigate the corrosive effects of mineral content
- Extend pipeline service life
- Maintain stable and reliable water transmission performance
IV. Soil Corrosion Protection Mechanism
In buried environments, steel pipes are highly susceptible to corrosion caused by the combined effects of moisture, oxygen, and chemical components in the soil. FBE coating provides long-term and stable protection through multiple corrosion prevention mechanisms.
1. Physical Barrier Protection
FBE coating forms a continuous and dense protective layer on the surface of the steel pipe, effectively blocking direct contact between moisture, oxygen, and corrosive media and the steel substrate. This significantly reduces the initiation of corrosion at the source.
2. Strong Chemical Stability
Epoxy materials possess excellent chemical stability and are not easily degraded by acidic, alkaline substances, or salts present in the soil. This allows the coating to maintain stable performance over long-term exposure to complex underground environments.
3. Synergy with Cathodic Protection Systems
When used in combination with cathodic protection systems, FBE coating helps reduce the electrochemical activity of the steel surface and minimizes the concentration of corrosion current, thereby improving the overall reliability of the anti-corrosion system.
V. Long-Term Performance Analysis
Under proper installation and normal buried service conditions, FBE-coated steel pipelines typically achieve a service life of 20–50 years, and in some favorable environments, even longer.
The long-term performance is primarily influenced by the following key factors:
1. Coating Quality and Uniformity
The uniformity of coating thickness and the presence of defects such as pinholes or weak spots directly affect the protective performance. High-quality coating ensures continuous and stable barrier protection.
2. Surface Preparation Quality
The degree of surface cleaning and rust removal prior to coating application (e.g., Sa2.5 surface preparation standard) determines the bonding strength between the coating and the steel substrate. It is a critical foundation for long-term adhesion performance.
3. Soil Environmental Conditions
Moisture content, salinity, and chemical aggressiveness of the surrounding soil significantly influence long-term corrosion resistance. More complex soil conditions require higher coating performance.
4. Construction and Handling Protection
During transportation, lifting, and backfilling, mechanical damage to the coating may create localized corrosion points, which can negatively impact overall service life.
5. Synergy with Cathodic Protection Systems
In long-distance buried pipeline networks, FBE coating is typically used in combination with cathodic protection systems, further reducing corrosion risk and extending overall service life.


VI. FBE vs 3PE Comparison Table
| Item | FBE Coating | 3PE Anti-Corrosion Coating |
|---|---|---|
| Structure | Single-layer epoxy | Three-layer system (epoxy + adhesive + PE) |
| Impact Resistance | Moderate | Higher |
| Corrosion Resistance | Excellent | Superior |
| Cost | Lower | Higher |
| Suitable Environment | General soil conditions | Harsh and highly corrosive environments |
| Repair Difficulty | Relatively easy | More complex |
VII. FAQ – Underground FBE Coated Steel Pipe
Q1: What is an underground FBE coated steel pipe?
An underground FBE coated steel pipe refers to a steel pipe that is coated with a Fusion Bonded Epoxy (FBE) anti-corrosion layer on the external surface and is designed for buried pipeline systems.
Its main functions are to:
- Prevent corrosion caused by soil, moisture, and oxygen
- Extend pipeline service life
- Reduce long-term maintenance and replacement costs
It is widely used in municipal, oil & gas, petrochemical, and water conservancy underground pipeline projects.
Q2: In which underground environments is FBE coated steel pipe suitable?
FBE coated steel pipes are suitable for most conventional buried environments, including:
- Normal soil conditions
- Moist underground environments
- Urban pipeline networks
- Mild saline-alkali soil areas
However, in extremely corrosive environments (such as severe seawater exposure or high-salinity, high-humidity industrial zones), it is generally recommended to combine the system with cathodic protection or use a 3PE anti-corrosion structure.
Q3: What is the service life of FBE coated steel pipes?
Under proper installation and normal operating conditions, the service life of FBE coated steel pipes is typically 20–50 years.
Key factors affecting service life include:
- Coating uniformity and integrity
- Damage to the coating during transportation and installation
- Soil corrosivity
- Whether cathodic protection is applied
Q4: Will the FBE coating peel off or fail underground?
Under normal conditions, high-quality FBE coating is not easy to peel off because it is bonded to the steel surface through high-temperature fusion, rather than simple adhesion.
However, performance may be affected in the following situations:
- Inadequate surface preparation before coating
- Mechanical damage during handling or installation
- Impact from hard materials during backfilling
Therefore, proper construction practices are essential.
Q5: What is the difference between FBE coated steel pipes and ordinary anti-corrosion Spiral steel pipes?
The main differences lie in corrosion resistance and service life:
- Ordinary coated steel pipes: limited protection performance, suitable for short-term or mild environments
- FBE coated steel pipes: dense structure with strong adhesion, suitable for long-term buried applications
In long-term underground pipeline systems, FBE coated pipes offer better stability and cost efficiency.
Q6: Is cathodic protection still required when using FBE coated steel pipes?
In most long-distance buried pipeline systems, FBE coating is typically used together with a cathodic protection system.
The reason is:
- The coating acts as a barrier, isolating corrosive media
- Cathodic protection suppresses electrochemical corrosion
The combination of both significantly enhances the overall corrosion protection level and is widely used in long-distance or high-reliability engineering projects.