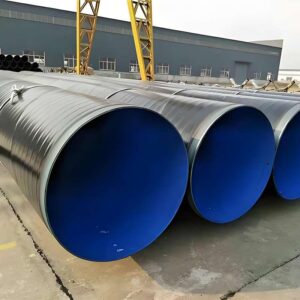
FBE Spiral Steel Pipe is a corrosion-resistant steel pipe coated with Fusion Bonded Epoxy, widely used in oil, gas, water transmission, and industrial pipeline systems.
I. Technical Principle of FBE (Fusion Bonded Epoxy)
FBE (Fusion Bonded Epoxy) anti-corrosion coating is a protective technology in which epoxy powder is permanently bonded to the surface of steel pipe through high-temperature fusion.
The core principle is as follows: after the steel pipe is heated, epoxy powder is electrostatically sprayed onto the metal surface. Under heat, the powder melts rapidly, flows evenly, and undergoes a chemical cross-linking reaction, ultimately forming a dense and highly durable anti-corrosion coating.
The FBE coating effectively isolates the steel surface from:
- Moisture
- Oxygen
- Salts
- Chemical corrosive media
This prevents electrochemical corrosion of the steel pipe.
Key characteristics of FBE coating include:
- Excellent adhesion to steel substrate
- Strong resistance to chemical corrosion
- Good cathodic disbondment resistance
- Uniform coating thickness
- Long service life
Because of these advantages, FBE is widely used for external corrosion protection of oil & gas pipelines and industrial fluid transmission systems.

.jpg)
II. Electrostatic Spraying Process of FBE Spiral Steel Pipe
The FBE (Fusion Bonded Epoxy) electrostatic spraying process is one of the most critical anti-corrosion technologies used in long-distance pipelines, municipal pipeline networks, and high-pressure transmission systems.
Due to the continuous spiral weld seam of spiral steel pipes, the requirements for heat control and coating uniformity are higher compared with seamless pipes.
Core Manufacturing Process:
1. Surface Preparation (Shot Blasting)
After entering the production line, the steel pipe is preheated to remove moisture, followed by surface cleaning using a high-intensity shot blasting machine.
The surface cleanliness must reach Sa2.5 grade, and the anchor profile (surface roughness) should be controlled at 40–100 μm. This step is critical to ensure strong mechanical adhesion of the FBE coating.
After blasting, the surface dust is removed using dry compressed air.
2. Medium-Frequency Induction Heating
The cleaned spiral steel pipe then enters a medium-frequency induction heating furnace for rapid heating.
The curing temperature for FBE powder typically requires the pipe surface temperature to reach 180°C – 230°C, adjusted precisely according to the curing curve provided by the powder manufacturer.
Since spiral weld areas may have slight variations in thickness or geometry, uniform heating across the entire pipe surface must be strictly controlled.
3. Electrostatic Spraying (Core Film Formation)
The heated steel pipe passes through the coating chamber at a controlled rotation and conveying speed.
Electrostatic spray guns charge the epoxy powder negatively, while the grounded steel pipe acts as the positive electrode. Under the electrostatic field, the powder is evenly attracted to the outer surface of the pipe.
Because the pipe surface temperature is around 200°C, the powder melts instantly upon contact, flows smoothly, and begins to gel and cross-link.
4. Curing and Cooling
After spraying, the coating is allowed to flow out and cure in air for a short period (usually several tens of seconds), ensuring full cross-linking of the epoxy resin.
The pipe then enters a water-cooling section, where its temperature is reduced to below 100°C, allowing the coating to fully solidify and lock in its physical and chemical properties.
5. Online Inspection and End Treatment
After cooling, the coating is subjected to online holiday (spark) testing to ensure coating integrity. The typical test voltage for single-layer FBE is 2,500V, ensuring no pinholes, bubbles, or coating defects.
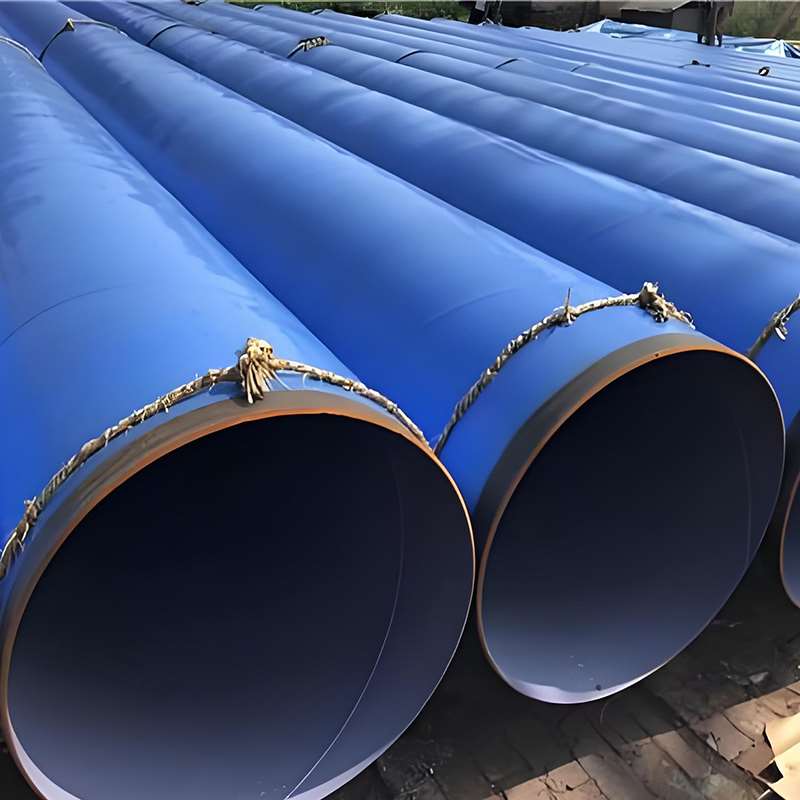
Finally, both pipe ends are ground and left uncoated (typically 50–150 mm bare steel) to facilitate field welding and pipeline joint connection.
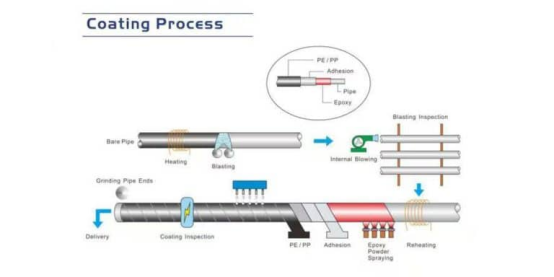
Process Flow Overview
The coating process includes the full closed-loop production flow:
Bare Pipe → Heating → Shot Blasting → Reheating → Electrostatic Epoxy Powder Spraying → Curing → Cooling → Inspection → End Beveling & Bare End Treatment.
III. FBE vs 3PE Coating Comparison Table
| Comparison Item | FBE (Fusion Bonded Epoxy) | 3PE (Three-Layer Polyethylene) |
|---|---|---|
| Coating Structure | Single-layer epoxy powder coating | Three-layer system (FBE primer + adhesive layer + PE outer layer) |
| Corrosion Protection Mechanism | Dense epoxy layer provides barrier protection against moisture and oxygen | Multi-layer composite system combining barrier protection and mechanical shielding |
| Adhesion Strength | Very strong, forms chemical bond directly with steel substrate | Strong, relies on FBE primer and adhesive layer |
| Mechanical Impact Resistance | Moderate, more vulnerable to external damage | Excellent, suitable for harsh construction and handling conditions |
| Chemical Resistance | Excellent, especially in chemically aggressive environments | Good, but slightly lower chemical stability compared to pure FBE |
| Temperature Resistance | Good, suitable for medium to high-temperature service | Moderate, PE outer layer performance decreases at elevated temperatures |
| Application Environment | Buried pipelines, oil & gas transmission, water pipeline systems | Long-distance pipelines, severe soil conditions, offshore/subsea pipelines |
| Installation Requirements | Relatively simple application process | More complex process requiring multi-layer extrusion coating |
| Cost | Relatively lower | Higher |
| Service Life | Long-term corrosion protection (depends on application quality) | Longer service life, ideal for heavy-duty anti-corrosion projects |

IV. Industrial Application Scope of FBE Spiral Steel Pipe
1. Soil Conditions: Highly Corrosive and High Groundwater Environments
Applicable conditions: saline-alkali land, swamp areas, coastal tidal flats, or underground soil near chemical plants.
Environmental characteristics:
Soil has high acidity/alkalinity, long-term moisture saturation, and the presence of stray currents underground, leading to severe electrochemical corrosion.
Why FBE is selected:
FBE offers excellent cathodic disbondment resistance and outstanding electrical insulation performance. It acts like a tightly sealed “protective armor,” effectively blocking moisture, acids, and alkalis from penetrating the steel surface.
2. Fluid Medium: Large-Diameter Water Transmission and Wastewater Systems
Applicable conditions: municipal water supply trunk lines, industrial circulating water pipelines, and sewage discharge networks.
Environmental characteristics:
The inner pipe wall is exposed to long-term high-velocity water flow erosion, and wastewater may contain corrosive gases such as hydrogen sulfide (H?S).
Why FBE is selected:
A non-toxic FBE lining applied to the internal surface provides an ultra-smooth, almost mirror-like finish. This not only prevents scaling and fouling but also reduces hydraulic friction and energy consumption. Meanwhile, the external coating ensures reliable protection against complex underground environments.
3. Temperature Conditions: 80°C – 115°C Heat Transfer Applications
Applicable conditions: refinery process pipelines, chemical plant piping systems, and circulating hot water lines in thermal power plants.
Environmental characteristics:
The transported media (oil or water) operates at elevated temperatures.
Why FBE is selected:
Conventional polymer coatings such as polyethylene (PE) begin to soften and fail above approximately 60°C. In contrast, FBE is a thermosetting material with inherent high-temperature resistance. Standard formulations can withstand up to 80°C, while modified grades can perform reliably at temperatures above 115°C.
4. Geographic Conditions: Coastal and Marine Engineering with High Salt Exposure
Applicable conditions: coastal steel pipe piles at ports, seawater intake pipelines for offshore platforms, and marine infrastructure systems.
Environmental characteristics:
The pipeline operates in a harsh splash zone with alternating wet and dry cycles, exposed to high concentrations of chloride ions in both air and seawater.
Why FBE is selected:
Epoxy powder coatings naturally resist chloride ion penetration. When combined with dual-layer FBE (DFBE) technology, the system provides enhanced protection against salt-laden marine air and also withstands moderate mechanical abrasion during piling and installation processes.
V. Advantages and disadvantages of FBE spiral welded steel pipe technology
| Dimension | Technical Advantages (Why It Is Chosen) | Core Limitations (Critical Drawbacks) |
|---|---|---|
| Chemical & Corrosion Resistance | Strong adhesion: Chemical bonding with the steel substrate results in extremely high adhesion strength, effectively integrating the coating with the pipe body. Excellent cathodic disbondment resistance: When used with cathodic protection systems in buried environments, it delivers industry-leading resistance to coating disbondment. Outstanding chemical resistance: Naturally resistant to acids, alkalis, salts, and chloride ions in seawater. | Poor UV resistance (weathering weakness): Not suitable for long-term outdoor exposure. Epoxy resin tends to chalk under sunlight, leading to coating degradation and loss of protective performance. |
| Mechanical Performance | 100% full coverage coating: Electrostatic spraying ensures complete encapsulation of the pipe surface, including spiral weld seams, leaving no coating voids or weak spots. | Low scratch resistance: The coating is relatively thin and brittle. During handling, transportation, or backfilling with rocky soil, it is easily scratched and may expose the steel substrate. |
| Temperature & Installation | Medium-temperature resistance: Compared with 3PE coatings (which soften around 60°C), standard FBE can withstand service temperatures of approximately 80°C–90°C. Fast field joint coating: After girth welding, field joints can be easily repaired using two-component liquid epoxy (liquid FBE), making on-site application convenient and efficient. | Limited high-temperature resistance: When the operating temperature exceeds 115°C for prolonged periods, the coating may undergo thermal degradation and become brittle, or shift into a rubbery state, resulting in coating failure. |
VI. FAQ – FBE Spiral Steel Pipe
Q1: What engineering applications are FBE Coated spiral steel pipes used for?
FBE spiral steel pipes are mainly used in buried pipeline projects with high anti-corrosion requirements, such as oil and gas transmission, municipal water supply and drainage systems, and industrial pipeline networks. They are well-suited for long-distance transportation and complex soil conditions, effectively extending pipeline service life and reducing maintenance costs.
Q2: How effective is the corrosion protection performance of FBE coating?
FBE coating provides excellent anti-corrosion performance. It forms a dense protective layer through fusion-bonded epoxy powder, effectively isolating moisture, oxygen, and corrosive media. It is particularly suitable for underground applications and performs reliably in normal soil and moderately corrosive environments.
Q3: What is the difference between FBE spiral steel pipe and ordinary spiral steel pipe?
The main difference is the presence of a corrosion protection coating. Ordinary spiral steel pipes consist only of bare steel and are prone to corrosion. In contrast, FBE spiral steel pipes are coated with an epoxy anti-corrosion layer, significantly improving corrosion resistance and service life, making them more suitable for long-term buried applications.
Q4: Is the FBE coating prone to peeling or detachment?
Under normal construction and transportation conditions, FBE coating has strong adhesion and is not easily detached. It forms a chemical bond with the steel surface through high-temperature fusion bonding. However, severe mechanical impact during handling or installation may still cause localized damage, so proper protection during construction is required.
Q5: How should FBE and 3PE anti-corrosion pipes be selected?
For highly corrosive environments or complex construction conditions (such as rocky soil or rough backfilling), 3PE is generally recommended due to its superior mechanical protection. For standard soil conditions or projects requiring strong chemical corrosion resistance, FBE is sufficient and offers a more cost-effective solution.
Q6: What is the service life of FBE spiral steel pipes?
Under proper design and standardized installation, the service life of FBE spiral steel pipes is typically over 20 years. In favorable environmental conditions, the lifespan can be even longer. The actual service life depends on soil conditions, construction quality, and operating environment.