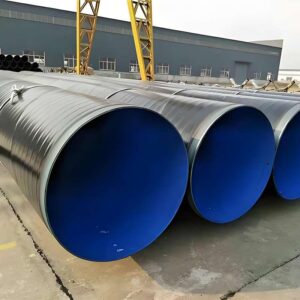
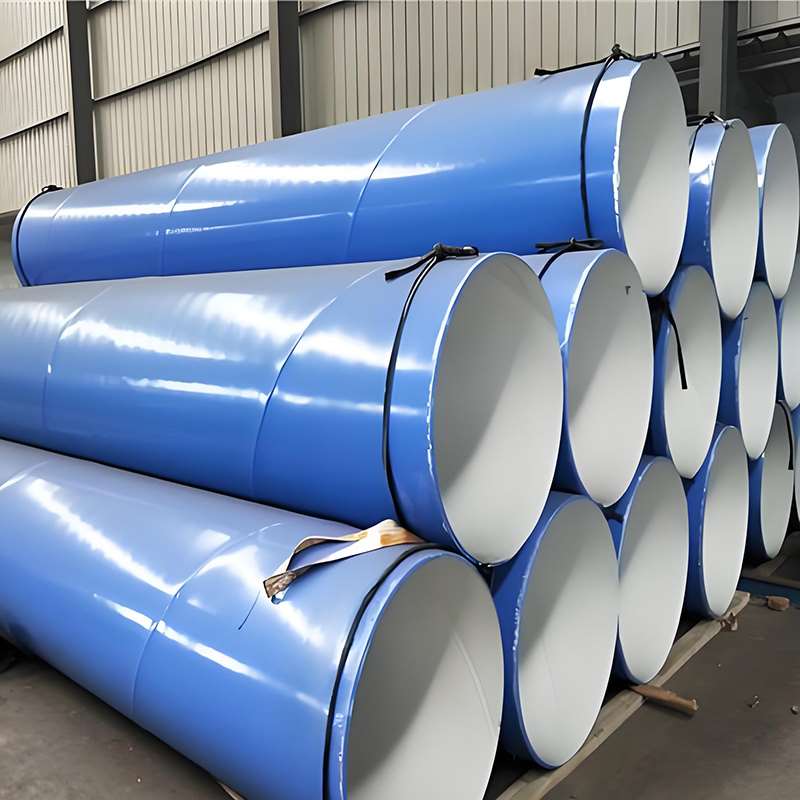
I. What Is API 5L X52 FBE Coated Spiral Steel Pipe?
API 5L X52 FBE Coated Spiral Steel Pipe is a spiral welded steel pipe manufactured from X52 line pipe steel in accordance with the API Spec 5L standard and protected with an FBE (Fusion Bonded Epoxy) anti-corrosion coating on the external and/or internal surface.
In the API 5L grading system:
- “X” designates line pipe steel intended for oil, gas, water, and other fluid transmission applications.
- “52” indicates a minimum yield strength of 52,000 psi, which is equivalent to approximately 360 MPa.
For this reason, under the ISO 3183 standard, API 5L X52 is also designated as L360.
Combining the mechanical strength of X52 grade steel with the excellent corrosion resistance of FBE coating, API 5L X52 FBE coated spiral steel pipe is widely used in oil and gas transmission pipelines, water supply systems, wastewater treatment projects, and other infrastructure applications requiring long-term corrosion protection and reliable service performance.
Chemical Composition of API 5L X52 Spiral Steel Pipe
| Element | Content (%) |
|---|---|
| C (Carbon) | ≤ 0.22 |
| Mn (Manganese) | ≤ 1.40 |
| P (Phosphorus) | ≤ 0.025 |
| S (Sulfur) | ≤ 0.015 |
| Si (Silicon) | ≤ 0.45 |
| Nb (Niobium) | ≤ 0.05 |
| V (Vanadium) | ≤ 0.10 |
| Ti (Titanium) | ≤ 0.04 |
Mechanical Properties of API 5L X52 Spiral Steel Pipe
| Property | Value |
|---|---|
| Minimum Yield Strength | 52,000 psi (≈360 MPa) |
| Minimum Tensile Strength | 66,700 psi (≈460 MPa) |
| Elongation | ≥ 20% |
| Impact Toughness | Available upon project requirements |
| Weldability | Good |
| Service Temperature | Ambient to low-medium temperature environments |
| Applicable Standards | API 5L / ISO 3183 |


II. Definition and Features of FBE Coating
In the corrosion protection system of API 5L X52 FBE Coated Spiral Steel Pipe, FBE (Fusion Bonded Epoxy) is a widely applied anti-corrosion solution for water supply, oil & gas, municipal pipeline networks, and buried pipelines. It is highly valued for its long service life, excellent adhesion, and environmentally friendly performance.
Compared with traditional anti-corrosion methods, FBE coating not only protects steel pipes from soil and moisture-induced corrosion but also enhances long-term operational stability in harsh and complex environments.
1. What Is FBE Coating?
FBE (Fusion Bonded Epoxy powder) is a thermosetting powder coating that, when heated, melts and chemically bonds to the steel surface, forming a durable and tightly adherent protective layer.
This coating provides a reliable barrier against corrosion, mechanical damage during handling and installation, and ensures pipeline longevity in demanding service conditions.
Its production process mainly includes the following steps:
| Process Step | Description |
|---|---|
| Surface Preparation | Abrasive blasting of X52 spiral steel pipe to remove rust and enhance coating adhesion |
| Pipe Preheating | Heating the steel pipe to 180°C–230°C |
| Electrostatic Powder Spraying | Evenly applying the epoxy powder onto the pipe surface using electrostatic spray |
| Fusion Curing | Rapid melting of the powder to form a dense, tightly adherent anti-corrosion layer |
Unlike ordinary paint, FBE is not simply “covered” on the surface of steel pipes, but forms a continuous, strong and highly adhesive anti-corrosion layer through a high-temperature cross-linking reaction.
2. Key Features of FBE Coating
A. Excellent Corrosion Resistance
FBE coating effectively isolates the steel surface from moisture, oxygen, salts, and chemical agents, providing robust long-term protection against underground corrosion. In typical buried pipeline environments, the coating’s service life can reach 30–50 years.
B. Strong Adhesion and Low Risk of Delamination
FBE forms a permanent bond with the steel surface through high-temperature fusion, making it highly resistant to blistering, peeling, or delamination during transportation, lifting, and installation. This property is particularly critical for long-distance water transmission pipelines.
C. Good Cathodic Disbondment Resistance
FBE coating is compatible with cathodic protection systems. Even if minor local damage occurs, corrosion is unlikely to propagate beneath the coating, ensuring the overall structural integrity of API 5L X52 steel pipes.
D. Adaptability to Harsh Environments
FBE coating demonstrates excellent thermal stability, suitable for operating temperatures from -30°C to 100°C. Its mechanical properties remain stable under soil settlement, temperature fluctuations, and underground pressure, making it reliable for complex field conditions.
E. Smooth Internal Surface Reducing Flow Resistance
Once cured, the FBE surface is smooth, which reduces hydraulic resistance and enhances transport efficiency. For municipal water supply and drinking water systems, this also minimizes scaling and microbial adhesion risks.
III. Why Are Water Supply Projects Paying Increasing Attention to Environmental Protection and Corrosion Safety of Pipelines?
In potable water transmission systems, pipelines are not only responsible for conveying water; they are directly linked to water supply safety, public health, and the long-term stability of municipal distribution networks.
In the past, pipeline selection was primarily driven by mechanical strength and initial cost considerations. However, modern municipal engineering projects place much greater emphasis on the following factors:
- Whether the pipeline may affect or contaminate water quality
- Whether the pipeline provides long-term corrosion protection
- Whether lifecycle maintenance costs are economically sustainable
- Compliance with environmental and sanitary standards
- Whether the pipeline network can operate reliably for 30+ years
This shift in focus is driven by the fact that buried water pipelines are continuously exposed to moisture, saline soils, and mildly acidic or alkaline underground environments. When corrosion protection is insufficient, steel pipes are prone to rusting, perforation, and leakage.
Once internal corrosion becomes severe, it may lead to the following issues:
| Potential Issue | Impact on Water Transmission System |
|---|---|
| Pipeline corrosion | Deterioration of water quality, affecting drinking water safety |
| Internal scaling | Reduced flow efficiency and increased energy consumption |
| Pipeline leakage | Water resource loss and higher maintenance costs |
| Localized perforation due to corrosion | Compromised supply stability |
| Degradation or detachment of protective coating | Shortened overall service life of the pipeline |
IV. Application Areas of API 5L X52 FBE Coated Spiral Steel Pipe
1. Municipal Water Supply and Distribution Networks
In urban water supply systems, pipelines are buried underground and are susceptible to soil-induced corrosion and water quality fluctuations.
Advantages of using FBE coated spiral steel pipes:
- Prevents pipeline corrosion and water contamination
- Reduces leakage rates, improving supply reliability
- Complies with drinking water hygiene and safety standards
- Supports long-term operation with a design service life of 30–50 years
2. Long-Distance Water Transfer Projects
Inter-regional water transfer projects often involve long pipelines under high pressure, requiring exceptional pipeline stability.
Key benefits of API 5L X52 FBE spiral pipes:
- X52 grade steel provides strong pressure-bearing capacity
- FBE coating minimizes long-term corrosion risks
- Reduces maintenance and inspection frequency along the pipeline
- Enhances overall water transfer efficiency
3. Industrial Water Supply Systems
Industrial water often contains chemical constituents that demand higher corrosion resistance.
Application advantages:
- Excellent resistance to chemical media
- Suitable for circulating water and cooling water systems
- Minimizes scaling and reduces the risk of pipeline blockage
4. Reclaimed Water and Environmental Water Systems
Reclaimed water systems require strict environmental compliance and contamination prevention.
FBE coating benefits include:
- Solvent-free structure that does not contaminate water
- Smooth internal surface reducing microbial adhesion
- Compliant with environmentally friendly water transmission standards
V. Comparison Between FBE and 3PE Anti-Corrosion Coatings
| Property | FBE Coating | 3PE Coating |
|---|---|---|
| Structure | Single-layer epoxy powder | Three-layer composite structure |
| Typical Applications | Municipal and potable water pipelines | Oil & gas transmission pipelines |
| Corrosion Resistance | Good | Superior |
| Environmental Friendliness | More environmentally friendly | Industrial-grade |
| Cost | Lower | Higher |
Selection Recommendations:
- FBE: Suitable for drinking water, municipal engineering, and environmental protection projects
- 3PE: Suitable for oil and gas, highly corrosive, and high-impact environments
VI. Inspection and Testing Standards for API 5L X52 FBE Coated Spiral Steel Pipe
| Inspection Item | Standard / Method | Purpose | Requirement |
|---|---|---|---|
| Chemical Composition Analysis | API 5L / ISO 3183 / Spectrometry | Verify that steel meets X52 grade requirements | Elements such as C, Mn, P, S must be within standard limits |
| Mechanical Property Test | API 5L / Tensile Test | Verify strength and toughness | Yield strength ≥ 360 MPa, tensile strength ≥ 460 MPa |
| Impact Test | Charpy V-Notch | Assess low-temperature toughness | Conduct according to project-specific temperature requirements |
| Dimensional Inspection | ISO 4200 / GB Standards | Ensure pipe dimensional accuracy | Outer diameter, wall thickness, and ovality must meet tolerance |
| Weld Seam Nondestructive Testing | UT / RT (Ultrasonic / Radiographic) | Check weld quality | No cracks, lack of fusion, or other defects allowed |
| Hydrostatic Test | API 5L / Pressure Test | Verify pressure resistance and sealing | No leakage or deformation permitted |
| Visual Inspection | Visual Examination | Check surface quality | No significant scratches, dents, or oxidation |
| FBE Coating Thickness | ASTM D7091 / Electromagnetic Thickness Measurement | Ensure anti-corrosion layer thickness | Typically ≥ 300 μm (per design specification) |
| FBE Adhesion Test | ASTM D4541 (Pull-Off Method) | Measure coating bond strength | No peeling or delamination allowed |
| Holiday Detection | Holiday Test / Spark Test | Check coating integrity | No holidays (defects) permitted |
| Cathodic Disbondment Test | ASTM G8 / G42 | Evaluate long-term corrosion protection | Coating should not delaminate over a large area |
| Packaging & Marking | API 5L Requirements | Ensure traceability | Clear markings with complete batch information |
VII. Frequently Asked Questions
Q1: Is API 5L X52 FBE Coated Spiral Steel Pipe suitable for potable water transmission?
A: Yes.
For drinking water systems, the key requirements are no water contamination and long-term operational stability.
The X52 steel grade provides sufficient mechanical strength, while the FBE (Fusion Bonded Epoxy) coating is solvent-free, chemically stable, and does not release harmful substances into the water.
Additionally, the smooth internal surface of FBE reduces scaling and microbial adhesion, making it widely used in municipal drinking water distribution systems.
Q2: What is the typical service life of FBE coating?
A: Typically 30–50 years.
The service life of FBE depends on factors such as:
- Soil corrosion environment
- Compatibility with cathodic protection systems
- Quality of installation and coating thickness
Under standard buried conditions, FBE maintains long-term, stable corrosion protection, suitable for both municipal and long-distance water transfer projects.
Q3: What are the main differences between FBE and 3PE coatings?
A: The core differences lie in structure and application scenarios:
- FBE: Single-layer epoxy coating, more environmentally friendly, suitable for drinking water and municipal pipelines
- 3PE: Three-layer structure (epoxy + adhesive + polyethylene), offering stronger mechanical protection, ideal for long-distance oil & gas pipelines
Q4: Is API 5L X52 steel grade sufficient for high-pressure water transmission?
A: Yes, it meets the requirements of most municipal water supply projects.
X52 has a minimum yield strength of 360 MPa, providing excellent pressure-bearing capacity and weldability. Typical applications include:
- Urban water supply networks
- Long-distance water transfer projects
- Industrial water systems
For projects with higher pressure requirements, the steel grade can be upgraded to X60 or X65 according to design specifications.
Q5: Will spiral welded steel pipes (SSAW) affect water flow performance?
A: No; they are actually well-suited for large-diameter water pipelines.
Advantages of SSAW pipes include:
- Capability to produce large-diameter pipelines
- Lower production cost compared to longitudinally welded pipes
- Uniform strength distribution
- Suitable for long-distance water transfer
When combined with FBE internal coating, hydraulic resistance is reduced, improving overall water transmission efficiency.
Q6: Why is both internal and external corrosion protection necessary for buried pipelines?
A: Because corrosion occurs from both directions:
- External wall: soil, moisture, electrochemical corrosion
- Internal wall: water quality, microbial activity, scaling
If only one side is protected, it can lead to:
- External corrosion perforation
- Internal scaling reducing flow capacity
- Significantly shortened service life