I. What Is API 5L X60 Coated SSAW Pipe?
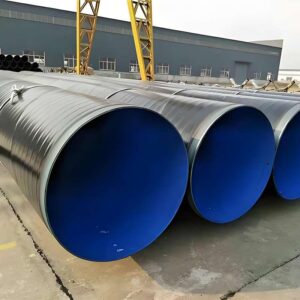
API 5L X60 Coated SSAW Pipe is a composite industrial product that combines high-strength line pipe steel, large-diameter manufacturing technology, and advanced anti-corrosion coating systems. It is widely used in long-distance oil, gas, water, and industrial fluid transportation projects.
Its definition can be understood from four key aspects: standard, steel grade, manufacturing process, and coating system.
1. API 5L Standard
API 5L is a pipeline specification developed by the American Petroleum Institute (API).
It establishes stringent requirements for pipeline steel pipes used in the transportation of oil, natural gas, water, and other fluids, covering:
- Chemical composition
- Mechanical properties
- Manufacturing quality
- Inspection and testing requirements
API 5L products are generally classified into two specification levels:
- PSL1 (Product Specification Level 1): Standard quality requirements for general pipeline applications.
- PSL2 (Product Specification Level 2): Enhanced quality requirements with mandatory controls on impact toughness, weldability, chemical composition, and non-destructive testing.
2. X60 Steel Grade
The designation “X60” defines the minimum yield strength of the steel.
Strength Rating
- Minimum Yield Strength: 60,000 psi (approximately 415 MPa)
Positioning
X60 is considered a medium-to-high-strength line pipe steel grade.
Compared with lower grades such as API 5L Grade B or X42, X60 allows engineers to use thinner wall thicknesses while maintaining the same design pressure. This results in:
- Reduced pipeline weight
- Lower steel consumption
- Reduced transportation and installation costs
- Improved overall project economics
3. SSAW Manufacturing Process
SSAW stands for Spiral Submerged Arc Welding.
Forming Process
Hot-rolled steel coils are used as the raw material. The steel strip is continuously formed into a cylindrical shape at a predetermined spiral angle using a spiral forming machine.
Welding Method
The pipe is welded using double-sided submerged arc welding (DSAW), with both internal and external weld seams produced under controlled conditions.
Key Advantages
- Capable of producing large-diameter pipes using relatively narrow steel coils
- Pipe diameters can exceed 2,000 mm
- High manufacturing efficiency
- Better material utilization
- More cost-effective than Longitudinal Submerged Arc Welded (LSAW) pipes for many pipeline applications
4. Coating System
Because SSAW pipes are commonly installed in buried pipelines, underwater pipelines, and other long-distance transmission systems, protective coatings serve as the primary defense against corrosion.
3PE Coating (Three-Layer Polyethylene)
The most widely used anti-corrosion system for pipeline applications.
The Coated Spiral Steel Pipe coating structure consists of:
- Fusion Bonded Epoxy (FBE) Primer
- Adhesive Copolymer Layer
- Polyethylene (PE) Outer Layer
Benefits
- Excellent chemical corrosion resistance
- Superior mechanical protection
- High impact resistance
- Long-term durability in harsh soil and environmental conditions


II. Key Features of the SSAW Manufacturing Process
SSAW (Spiral Submerged Arc Welding) is an essential manufacturing technology for large-diameter pipeline projects. It uses hot-rolled steel coils as raw material and combines spiral forming with submerged arc welding to produce large-diameter steel pipes suitable for oil, gas, water, and industrial fluid transport.
1. Flexible “Narrow Strip to Large Pipe” Advantage
The most notable economic benefit of SSAW is its ability to produce large-diameter pipes from relatively narrow steel coils:
- Diameter versatility: By adjusting the spiral angle at which the steel strip enters the forming machine, a single coil width can produce multiple pipe diameters.
- Raw material efficiency: Unlike LSAW (Longitudinal Submerged Arc Welded) pipes, which are constrained by the maximum width of steel plates, SSAW can manufacture ultra-large-diameter pipes (up to 2,020 mm or more) using relatively narrow coils.
2. Continuous Production & High Efficiency
- Automation: SSAW allows continuous production, integrating uncoiling, forming, welding (internal and external), and cutting in a fully automated workflow.
- Stable welding quality: Submerged arc welding occurs beneath a flux layer, minimizing external disturbances. The resulting welds are uniform, aesthetically smooth, and structurally reliable.
3. Structural Stress Advantages
- Stress distribution: Although spiral weld seams are longer than straight seams, the principal stress is applied at an angle to the seam direction. Typically, the combined stress on SSAW welds is 60–85% of the main stress experienced by LSAW pipes.
- Crack resistance: In the event of accidental rupture, the spiral seam helps arrest crack propagation, unlike LSAW pipes, where cracks tend to extend rapidly along the longitudinal seam.
4. Geometric Accuracy & Physical Properties
- Dimensional precision: Modern SSAW lines are equipped with advanced gap control and automatic tracking systems, ensuring consistent pipe diameter and wall thickness.
- Residual stress: Compared to ERW (Electric Resistance Welded) pipes, SSAW introduces more complex residual stress during forming. This is typically mitigated through pipe expansion or optimized forming procedures.
5. Cost-Performance Balance
- Cost efficiency: SSAW equipment investment is generally lower than LSAW, and raw materials (coils) are more readily available, resulting in lower production costs.
- Wide application coverage:
- Low-pressure fluids: Water supply and drainage, dredging projects.
- Medium-to-high-pressure transmission: Oil and gas pipelines (commonly using API 5L X60 and other high-strength grades).
- Structural applications: Bridge piling, steel structural supports.
SSAW Manufacturing Process Flow (Simplified)
- Uncoiling: Steel coils are unwound.
- Leveling: Remove waves and bends in the steel strip.
- Edge Milling: Ensure precise strip width and weldability.
- Spiral Forming: Adjust spiral angle to form a cylindrical shape.
- Internal & External Welding: Double-sided submerged arc welding.
- NDT Testing (Ultrasonic / X-Ray): Real-time monitoring of weld quality.
- Cutting & Beveling: Cut to specified length and prepare pipe ends for welding.
III. Why API 5L X60 Coated SSAW Pipe is the Preferred Choice for High-Pressure Transmission Systems
Core Challenge: Oil and gas long-distance pipelines demand exceptional pressure resistance, safety, and durability. How can projects balance reliability with operational efficiency?
Optimal Solution: API 5L X60 Coated SSAW Pipe
- Enhanced Strength (X60 Steel Grade):
As a high-to-medium strength pipeline steel, X60 offers superior compressive performance compared to conventional steel grades. This ensures that pipelines remain robust under high-pressure impact, effectively preventing deformation and leakage. - Large-Diameter Capability (SSAW Process):
The Spiral Submerged Arc Welding (SSAW) process is designed for large-diameter applications. It not only meets the high-flow requirements of long-distance transmission but also delivers high production efficiency, helping projects reduce both costs and timelines. - Superior Durability (Advanced Coatings):
Integrated 3PE and FBE anti-corrosion coatings act as a “protective armor” for the steel pipe, providing outstanding resistance to soil corrosion and minimizing long-term maintenance costs.
IV. The Role of Anti-Corrosion Coatings in High-Pressure Systems
In high-pressure transmission systems, anti-corrosion coatings—such as 3PE, FBE, or epoxy linings—are far more than a superficial “jacket” for steel pipes. They are a critical component that ensures the safe and stable operation of the pipeline.
Here are the four key roles these coatings play in pressure systems:
1. Reducing Crack Risk and Ensuring Operational Safety
High-pressure pipelines constantly bear substantial wall stress. Even minor surface corrosion can lead to cracking under pressure, potentially causing catastrophic failures.
Practical impact: High-quality coatings like 3PE tightly adhere to the steel surface, sealing micro-gaps and preventing contact between steel, air, and water. This effectively prevents rust formation, thereby mitigating the risk of pipeline rupture.
2. Smoother Flow and Reduced Energy Costs
If the pipeline interior is rough, oil, gas, or water encounters friction, resulting in slower flow and higher pumping effort.
Practical impact: A smooth inner coating (friction-reducing lining) acts like waxing a slide. Fluid flows faster, increasing throughput by 5–10%, while reducing the workload on booster stations and saving significant electricity and fuel costs.
3. Extended Service Life and Reduced Maintenance
Buried pipelines are constantly exposed to moisture and corrosive substances in soil. Any leak requires costly excavation and may force line shutdowns.
Practical impact: The outer layer of 3PE forms a durable protective shell, resistant to abrasion and chemical corrosion. Combined with other protective measures, it can extend the service life of X60 steel pipes from 20 years to over 50 years, significantly reducing long-term maintenance needs.
4. Leak Prevention and Environmental Protection
Pipelines often traverse farmland, rivers, or populated areas. Even a small leak can contaminate soil and water, or trigger accidents.
Practical impact: A robust external coating acts as a protective shield, not only preventing corrosion but also cushioning the pipe against minor ground movements. This ensures leak prevention, protecting surrounding ecosystems and avoiding costly environmental liabilities.
V.API 5L X60 vs. X52 Performance Comparison Table
| Comparison Item | X52 Steel Grade | X60 Steel Grade | Performance Differences & Advantages |
|---|---|---|---|
| Yield Strength (min) | 360 MPa (52,000 psi) | 415 MPa (60,000 psi) | X60 offers ~15% higher yield strength, providing superior pressure-bearing capacity. |
| Tensile Strength (min) | 460 MPa (66,700 psi) | 520 MPa (75,400 psi) | X60 is more resistant to tensile forces, with enhanced rupture resistance. |
| Wall Thickness Design | Thicker | Thinner | For the same operating pressure, X60 allows reduced wall thickness, lowering pipeline weight. |
| Material Cost | Lower (unit price) | Slightly higher (unit price) | Although X60’s unit price is higher, reduced material usage often results in lower total project cost. |
| Weldability & Fabrication | Mature process, very easy to weld | Stable performance, slightly higher welding requirements | X60 maintains excellent weldability while providing higher strength. |
| Operating Pressure Range | Medium to low-pressure systems | Medium to high-pressure long-distance pipelines | X60 is specifically designed for higher-pressure operating conditions. |
| Project Positioning | Standard water, oil, and gas branch lines | Oil & gas trunk lines, large-scale energy projects | X60 is the “best value” choice for long-distance, high-pressure transmission. |
VI. Oil & Gas Application Scenarios
For API 5L X60 Coated SSAW Pipes, the most critical application lies in long-distance oil and gas transmission. These complex industrial scenarios can be categorized into three primary fields:
1. Onshore Oil & Gas Trunk Lines
This is where X60 spiral pipes see their largest volume usage. To transport energy from production sites (e.g., oil and gas fields) to cities located thousands of kilometers away, pipelines must withstand extremely high pressures.
Application Details: These pipelines typically have large diameters (610 mm and above) and are buried underground. The high strength of X60 steel allows safe operation under elevated pressures, often in the range of 8–12 MPa.
Coating Value: Traversing diverse terrains such as deserts and wetlands exposes pipelines to soil moisture and chemical corrosion. A 3PE coating acts as armor, preventing corrosion and ensuring decades of reliable service.
2. Urban Natural Gas Distribution Networks
Before natural gas reaches residential users, it passes through city gate stations and high-pressure ring networks for pressure regulation and distribution.
Application Details: High-pressure urban ring networks often utilize X60-grade pipes. These pipes maintain required flow rates while resisting ground settlement and compression that may result from urban expansion or road construction.
Corrosion Protection Focus: Urban environments are prone to stray currents, which can trigger electrochemical corrosion. A high-performance anti-corrosion coating combined with cathodic protection serves as a critical safeguard against leakage incidents in city areas.
3. Oilfield Gathering Lines & Processing Stations
Within oilfields, crude oil and natural gas collected from individual wells must be transported to central processing facilities.
Application Details: Fluids in this scenario are often complex, containing sand, water, or even hydrogen sulfide. Large-diameter X60 pipes manufactured via the SSAW (Spiral Submerged Arc Welded) process are commonly used for these medium- to large-sized gathering systems due to their cost-effectiveness and high performance.
Internal Corrosion Protection: To handle impurities in crude oil, the internal walls of the pipes are often coated with epoxy lining. This prevents internal rusting while reducing fluid friction—allowing oil and gas to flow more efficiently, much like a lubricated slide.


VII. Mechanical Properties and Chemical Composition of API 5L X60 Coated SSAW Pipe
1. Mechanical Properties
These properties determine the pressure resistance and deformation safety of the steel pipe.
| Performance Indicator | PSL1 Grade | PSL2 Grade | Description |
|---|---|---|---|
| Yield Strength Rt0.5 | 415 – 565 MPa | 415 – 565 MPa | Ensures the pipe will not undergo permanent deformation under high pressure |
| Tensile Strength Rm | ≥ 520 MPa | 520 – 760 MPa | Indicates the pipe’s ability to withstand maximum tensile loading before failure |
| Yield-to-Tensile Ratio (Rt0.5 / Rm) | No mandatory requirement | ≤ 0.93 | PSL2-specific requirement ensuring adequate material ductility |
| Elongation (Af) | Calculated per formula | Calculated per formula | Ensures ductility during bending or ground settlement conditions |
| Impact Toughness (CVN) | Not mandatory | Mandatory compliance required | PSL2 requirement to prevent brittle fracture under low-temperature or high-pressure conditions |
2. Chemical Composition
The chemical composition is designed to balance strength, toughness, and weldability. The following represents typical maximum values (%) for seamless or welded pipes.
| Element | PSL1 (Max %) | PSL2 (Max %) | Function Description |
|---|---|---|---|
| Carbon (C) | 0.28 | 0.24 | Increases strength, but excessive carbon reduces weldability |
| Manganese (Mn) | 1.40 | 1.40 | Key strengthening element that improves toughness |
| Phosphorus (P) | 0.030 | 0.025 | Impurity; stricter control in PSL2 to reduce brittleness |
| Sulfur (S) | 0.030 | 0.015 | Impurity; lower content improves weldability and crack resistance |
| Niobium / Vanadium / Titanium (Nb/V/Ti) | Permitted additions | Permitted additions | Microalloying elements that refine grain structure and enhance strength |
| Carbon Equivalent (Ceq) | No mandatory requirement | ≤ 0.43 | Critical indicator; lower values improve field weldability |
3. Performance Analysis and Application Recommendations
Choosing Between PSL1 and PSL2:
- PSL1: Ideal for general fluid transport, low-pressure waterworks, or structural applications. It offers excellent cost-effectiveness.
- PSL2: Mandatory for high-pressure, long-distance oil and gas pipelines. PSL2 imposes impact toughness testing, carbon equivalent limits, and stricter chemical composition controls, ensuring the pipeline will not experience catastrophic chain fractures under extreme pressure.
VIII. Oil & Gas Applications: FAQ on X60 Coated SSAW Pipes
Q1: Does the spiral weld seam create a “stress concentration” risk that could lead to rupture under high pressure?
Description:
Compared with longitudinally welded pipes, SSAW pipes have longer weld seams. Some users are concerned that under ultra-high pressure transmission, longer weld seams may increase the risk of leakage or rupture.
Answer:
This is a common misconception from a mechanical standpoint. In reality, the spiral weld seam is oriented at an angle to the main stress direction of the pipeline. As a result, the combined stress acting on the weld is only 60%–85% of that in LSAW (longitudinal welded) pipes.
Mitigation:
Selecting PSL2 grade is essential. PSL2 requires mandatory fracture toughness testing (Charpy impact test) and 100% full-length non-destructive testing (UT + RT). These requirements effectively eliminate concerns related to weld length and even provide better resistance to longitudinal crack propagation.
Q2: What should be done if 3PE coating is damaged (“bare steel exposure”) during construction?
Description:
Buried pipelines often pass through desert, gravel, or rocky terrain. Although 3PE coatings offer excellent corrosion resistance, they can be damaged during transportation or backfilling with stones.
Answer:
Mechanical damage is one of the primary causes of coating failure.
Mitigation:
For harsh terrains, it is recommended to install an additional Rock Shield layer over the 3PE coating or use fine soil backfilling. In addition, 100% holiday detection (spark testing) must be carried out before trench backfilling to ensure there are no pinholes exposing the steel substrate.
Q3: How can excessive hardness in the Heat-Affected Zone (HAZ) during field welding of X60 steel be controlled?
Description:
As a high-strength steel, X60 may develop a hard and brittle HAZ if cooling is too rapid during field welding, increasing the risk of cold cracking.
Answer:
Weldability is directly related to carbon equivalent (Ceq).
Mitigation:
- Strictly control Ceq ≤ 0.43 during procurement
- Apply appropriate preheating (typically 100–150°C) depending on wall thickness
- Use low-hydrogen welding consumables
These measures effectively reduce hydrogen content, lower hardness, and prevent stress-induced cracking during long-term high-pressure operation.
Q4: Do out-of-roundness and misalignment in SSAW pipes affect field welding efficiency?
Description:
During spiral forming, SSAW pipes may exhibit slight ovality or wall thickness variation, making it difficult to align two pipe ends during field welding.
Answer:
Yes. This primarily affects construction efficiency and weld quality.
Mitigation:
- Require end expansion (pipe end sizing/expanding) at the factory to improve dimensional accuracy
- Use professional internal or external alignment clamps (line-up clamps) during field welding
- Minor misalignment can be corrected through proper bevel grinding and multi-pass welding techniques
Q5: How can internal corrosion and scaling be prevented when pipeline flow resistance increases?
Description:
If natural gas contains trace moisture or impurities, long-term operation may lead to internal corrosion and scaling in X60 pipes, increasing friction resistance and causing higher energy consumption and pressure loss.
Answer:
External coating protection alone is not sufficient—internal protection is often overlooked.
Mitigation:
Apply an Internal Flow (anti-drag) Epoxy Coating. This thin epoxy layer not only prevents corrosion but also significantly reduces internal friction, allowing fluids to flow more smoothly.
Studies show that internal flow coatings can improve transmission efficiency by approximately 5%, and the long-term energy savings far exceed the coating cost.
Q6: Can stray current in buried environments penetrate anti-corrosion coatings?
Description:
When pipelines are installed near railways, high-voltage power grids, or industrial facilities, stray currents in the soil may accelerate electrochemical corrosion of X60 steel and potentially penetrate the 3PE coating.
Answer:
Coatings act as electrical insulation, but they are not sufficient as a standalone protection system.
Mitigation:
A Cathodic Protection (CP) system must be implemented. Anti-corrosion coating and cathodic protection work as a dual protection system:
- Coating provides about 99% of corrosion protection
- Cathodic protection safeguards areas where the coating is damaged (the remaining ~1%)
Regular monitoring of CP current distribution and potential is the most effective method to prevent sudden perforation caused by external electrochemical activity in high-pressure pipelines.