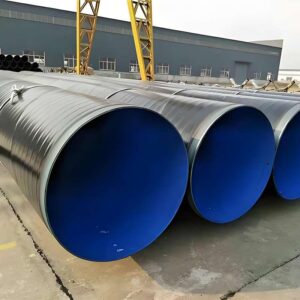
I. What is API 5L X52 Coated Spiral Steel Pipe?
The API 5L X52 coated spiral steel pipe is a high-performance pressure pipe manufactured strictly according to the API 5L standard of the American Petroleum Institute (API). It combines high-strength X52 grade steel, the flexible Spiral Submerged Arc Welding (SSAW) process, and advanced anti-corrosion coating technologies, making it a mainstream choice for long-distance oil and gas transportation as well as municipal pipeline networks.
1. Material Overview: X52 Steel Grade
The designation “X52” indicates the steel’s minimum yield strength level. Under the API 5L standard:
- Yield Strength: Minimum 52,000 psi (~360 MPa)
- Performance Characteristics: Compared to conventional carbon steel (e.g., Grade B or X42), X52 offers a higher strength-to-weight ratio. This allows for thinner pipe walls under the same operating pressure, reducing material costs and transportation expenses.
- Application Standards: Typically supplied under PSL1 and PSL2 product specification levels.
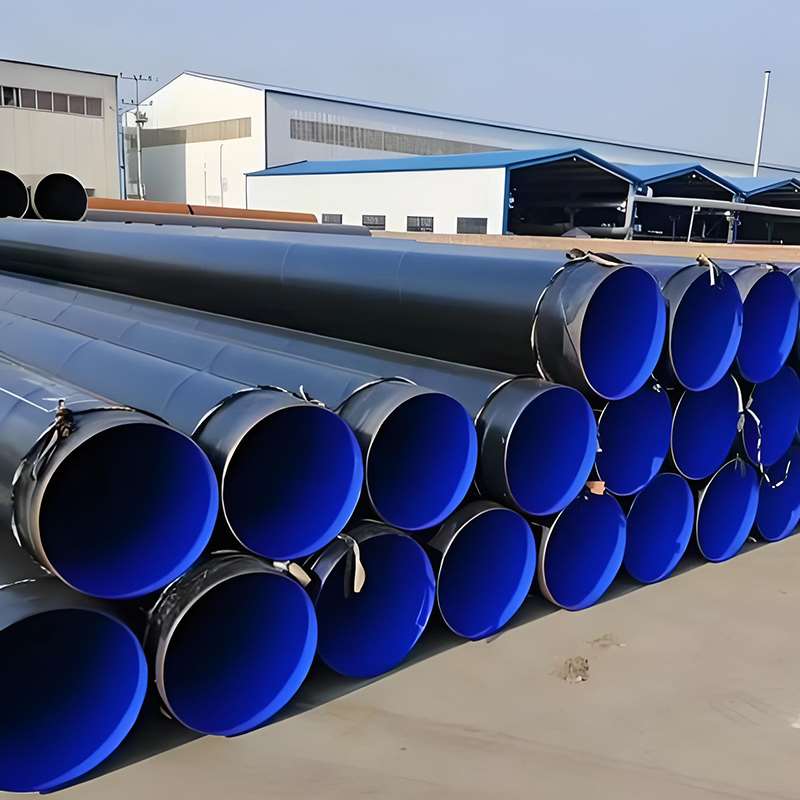
2. Structural Process: Spiral Steel Pipe
A spiral steel pipe is produced by rolling low-carbon or low-alloy structural steel strips at a predefined spiral angle (known as the forming angle) into a cylindrical billet, then welding the longitudinal seam.
- Manufacturing Method: Double-sided submerged arc welding (DSAW).
- Advantages:
- Large-diameter capability: Narrow steel strips can produce pipes with large outer diameters.
- Dimensional Accuracy: Continuous production ensures excellent roundness and straightness.
- Stress Distribution: The spiral seam can offer superior stress distribution under certain high-pressure conditions compared to longitudinal welded pipes.
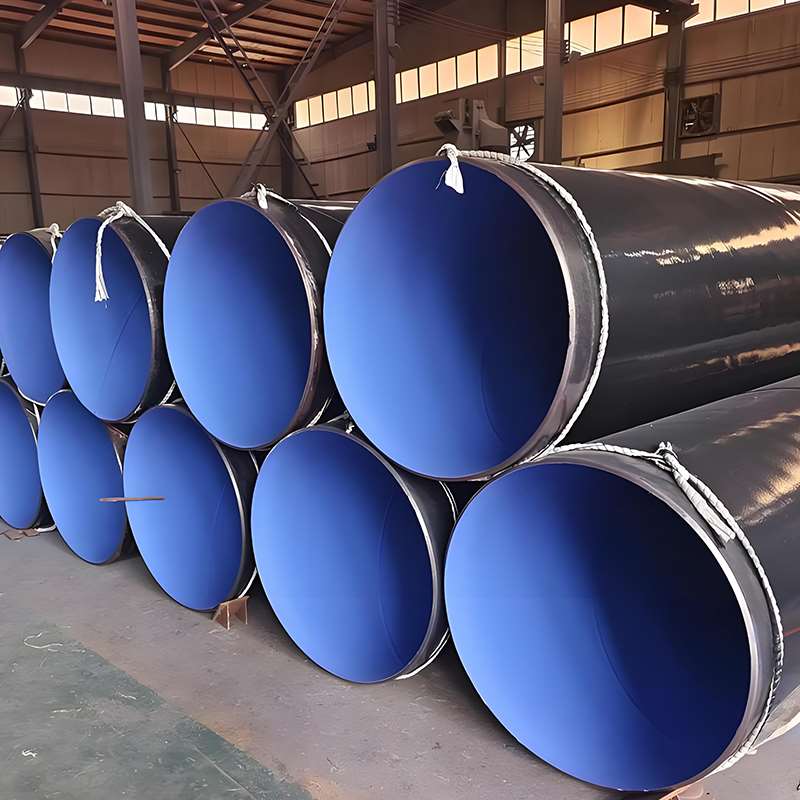
3. Key Value Addition: Anti-Corrosion Coating
To extend the service life of steel pipes in underground, aquatic, or harsh atmospheric environments, protective coatings are applied to the pipe surface.
- Common Coating Types:
- 3LPE: The most widely used solution, combining the adhesion of epoxy powder with the mechanical damage resistance of polyethylene.
- FBE (Fusion Bonded Epoxy): Provides excellent corrosion resistance and cathodic disbondment protection.
- Epoxy Coal Tar / Cement Mortar: Often used in water transportation pipelines.
- Function: The coating acts as a physical barrier, effectively isolating the steel from moisture, oxygen, and chemical substances in the soil, thereby preventing chemical and electrochemical corrosion.
II. Characteristics and Strength Explanation of X52 Steel Grade
For API 5L X52 steel grade, its core value lies in its position at the “golden balance point” of carbon steel pipeline grades. It is stronger than standard grades such as Grade B or X42, while remaining significantly more cost-efficient in fabrication and welding compared to ultra-high-strength grades like X70 and X80.
1. Strength Parameters
| Performance Indicator | Imperial Unit (psi) | Metric Unit (MPa) |
|---|---|---|
| Minimum Yield Strength | 52,200 psi | 360 MPa |
| Minimum Tensile Strength | 66,700 psi | 460 MPa |
| Yield-to-Tensile Ratio | ≤ 0.93 (PSL2 only) | – |
- Yield Strength: The stress point at which the steel begins to undergo permanent (plastic) deformation. X52 indicates that the pipe can withstand at least 360 MPa of stress without permanent deformation.
- Tensile Strength: The maximum stress the pipe can endure before fracture occurs.
2. Key Characteristics of X52 Steel Grade
Excellent Weldability
Thanks to its low carbon content and controlled carbon equivalent (CEV), X52 effectively minimizes the risk of cold cracking during field girth welding, while also reducing or eliminating the need for extensive preheating procedures.
High Cost Efficiency & Lightweight Design
Compared with lower grades such as X42, X52 allows for reduced wall thickness under the same design pressure, leading to significant savings in:
- Material procurement costs
- Long-distance transportation expenses
- Lifting and installation costs
Balanced Mechanical Performance
X52 offers an excellent balance of strength, toughness, and ductility. In particular, PSL2-grade pipes are subjected to Charpy V-notch (CVN) impact testing, ensuring reliable performance and resistance to brittle fracture under low-temperature or extreme operating conditions.
3. Key Differences Between API 5L PSL1 and PSL2
| Comparison Item | PSL1 (Standard Grade) | PSL2 (High-Spec Grade) |
|---|---|---|
| Definition & Application | General-purpose standard for low-pressure or non-critical environments | Strict standard for high-pressure and critical oil & gas applications |
| Chemical Composition | Only upper limits for key elements; wider allowable range | Strict control of C, P, and S content for improved stability |
| Strength Requirements | Only minimum yield strength specified | Defined strength range, including maximum limits to prevent over-hardening |
| Impact Toughness | Not required | Mandatory Charpy V-notch (CVN) impact testing |
| Yield-to-Tensile Ratio | Not specified | Required to be ≤ 0.93 to ensure ductility |
| Weldability | General; no strict carbon equivalent limitation | Excellent; strict control of carbon equivalent (CEV) for field welding |
| Traceability | Basic production traceability only | Full traceability for each pipe, including heat number and batch records |
| Non-Destructive Testing (NDT) | Sampling or basic inspection | 100% full-body and full weld seam NDT inspection required |
III. Application Scenarios
For ease of reading and quick comprehension, the application scenarios of API 5L X52 coated spiral steel pipe can be summarized into three core sectors:
- Energy Transportation (Oil & Gas)
This is the most classic application of X52 steel grade. It achieves an optimal balance between strength and cost, making it the preferred choice for medium- to high-pressure pipelines.
- Natural Gas Networks: Suitable for urban gas transmission mains and high-pressure natural gas pipelines.
- Oil Transportation: Ideal for long-distance crude oil and refined petroleum pipelines.
- Acidic Media Transport: PSL2-certified X52 pipes can handle oil and gas resources containing corrosive components.
- Water Infrastructure (Water Supply & Wastewater)
Thanks to the SSAW spiral pipe’s capability for large-diameter production, X52 coated pipes are indispensable in water-related projects.
- Long-Distance Water Diversion: Used in cross-regional large-scale water conveyance projects and main supply pipelines crossing multiple districts.
- Municipal Drinking Water: When combined with drinking-water-grade internal epoxy lining (e.g., IPN8710) and external 3LPE coating, it ensures water quality safety and a service life of up to 50 years.
- Wastewater Management: Utilized for municipal sewage interceptor mains and deep-sea discharge pipelines, leveraging its excellent corrosion resistance.
- General Industrial Applications (Fluid Transport & Structural Support)
- Power Plants & District Heating: Employed in thermal power plant cooling water circuits and insulated piping for urban district heating systems.
- Mining & Dredging: Suitable for slurry and tailings pipelines, as well as mud discharge pipelines in port dredging projects.
- Piling & Structural Support: Leveraging X52’s high-strength properties, these pipes are frequently used for foundation steel pipe piles in docks, bridges, and high-rise buildings.
Application Recommendation Table
| Application Sector | Recommended Configuration | Core Value |
|---|---|---|
| High-Pressure Gas | X52 PSL2 + 3LPE Coating | Exceptional corrosion resistance and fracture toughness |
| Long-Distance Water Supply | X52 PSL1 + Internal Epoxy / External 3PE | Large-diameter, high-flow capability with sanitary and anti-corrosion performance |
| Industrial Cooling Water | X52 PSL1 + Epoxy Coal Tar / FBE | Cost-effective solution meeting basic pressure and durability requirements |
| Civil Engineering Foundations | X52 (Bare Pipe or Anti-Rust Coating) | High strength with stable structural support |
IV. API 5L X52 vs. X60 vs. X65: Which Grade is Best for Your Project?
Simply put, these three steel grades are like the “engine displacement” of a car: the higher the number, the greater the pressure capacity and the more demanding the engineering applications it can support.
- Core Comparison Table
| Dimension | X52 (Economical All-Rounder) | X60 (High-Performance Grade) | X65 (Premium Extreme Grade) |
|---|---|---|---|
| Strength Level | Medium (360 MPa) | High (415 MPa) | Ultra-High (450 MPa) |
| Wall Thickness | Relatively thick | Medium | Thinnest (significant weight reduction) |
| Welding Difficulty | Very easy, suitable for rapid construction | Moderate, requires attention to process | Challenging, requires specialized welding equipment |
| Material Cost | Lowest (high cost-performance ratio) | Moderate | Highest |
| Application Distance | Short to medium distances, urban networks | Long-distance, interprovincial pipelines | Extra-long distance, transnational or subsea pipelines |
- In-Depth Breakdown
A. Strength – More than Just “Hardness”
X52: Comparable to a fitness enthusiast—capable of handling the majority of routine heavy-duty tasks.
X65: Comparable to a professional weightlifter. Thanks to its high pressure tolerance, X65 pipes can be designed with thinner walls than X52 while still ensuring pipeline safety under high pressure.
B. Cost – Higher Purchase Price vs. Long-Term Savings
On a per-ton basis, X65 is more expensive than X52.
However, in pipelines spanning hundreds of kilometers, the higher strength of X65 allows for lighter, thinner pipes, reducing total steel weight. This leads to lower transportation, lifting, and overall material costs, which explains why high-grade steel is preferred for large-scale projects.
C. Construction – Ease vs. Precision
X52: With excellent carbon control, field welders prefer X52. It is less prone to cracking during welding, offering a higher margin for error.
X65: To achieve higher strength, X65 contains additional microalloying elements (e.g., niobium, vanadium). Welding requires strict control of current and temperature, otherwise the weld can become brittle.
- How to Choose (Practical Guidance)
Recommended for X52:
- Pipelines located mainly within urban areas, water treatment plants, or low-pressure oil & gas branches.
- Construction teams with average skill levels or projects where speed is a priority.
- Smaller one-time procurement volumes, as X52 is generally readily available in the market.
Recommended for X60 / X65:
- Projects involving extra-long, high-pressure transmission mains (e.g., interprovincial natural gas pipelines).
- Engineering in subsea, mountainous, or extreme cold regions, where lightweight materials and tear resistance are critical.
- Availability of a professional welding team and strict quality inspection processes.
V. API 5L Steel Pipe Quality Inspection Core Items Table
| Inspection Category | Test Item | Why It Matters (Value) | Notes |
|---|---|---|---|
| Material Verification | Chemical Composition Analysis | Ensures C, S, P, and other elements are within limits, guaranteeing weldability and preventing brittleness. | Mandatory for each heat number |
| Tensile Test | Measures the pipe’s strength to ensure it will not deform or burst under design pressure. | Determines yield and tensile strength | |
| Charpy Impact Test | Simulates low-temperature or extreme impact conditions, verifying the pipe’s toughness. | Mandatory for PSL2 | |
| Dimensional Accuracy | Geometric Measurements | Checks outer diameter, wall thickness, and ovality to ensure precise alignment during installation, improving welding efficiency. | Affects field installation speed |
| Weight Verification | Confirms wall thickness by checking pipe weight, preventing material underuse. | Ensures full material usage | |
| Critical Safety | Hydrostatic Test | Each pipe is filled with water and pressurized to simulate real operating conditions, ensuring 100% leak-free performance. | Tested individually |
| Non-Destructive Testing (NDT) | Uses ultrasonic or X-ray inspection to “scan” the pipe for internal defects like pores or cracks that are invisible to the naked eye. | Mandatory for spiral welds | |
| Surface Quality | Visual Inspection | Checks the pipe surface for laps, scratches, or coating blisters. | Impacts corrosion protection lifespan |
| Coating Adhesion Test | For coated pipes, tests the bond strength of the anti-corrosion layer to ensure the pipe remains rust-free underground for decades. | Applicable to 3LPE/FBE coatings |
Practical Tips for Procurement and Acceptance: Avoiding Common Pitfalls
- Material Test Certificate (MTC)
Core Value: Acts as the pipe’s “identity card.”
Key Checkpoints: Verify the steel grade (X52), standard (API 5L), and whether the certificate specifies PSL1 or PSL2 compliance. - Hydrostatic Test Records
Core Value: Provides the minimum assurance that the pipeline will not burst or leak under operating pressure.
Key Checkpoints: API 5L requires that every single pipe undergoes hydrostatic testing, not just a random sample. - Non-Destructive Testing Reports (UT/RT)
Core Value: For spiral welded pipes (SSAW), the spiral seam is a critical stress point.
Key Checkpoints: Ensure that the entire length of the weld seam has been inspected using ultrasonic testing (UT) or radiographic testing (RT).
VI. Engineering Procurement Guide
When procuring API 5L X52 coated spiral steel pipes for projects, the core principle is to strike the right balance between cost and performance. Blindly pursuing the lowest price may result in high maintenance costs later, while over-specifying for performance can lead to unnecessary budget overspend.
1. Cost Considerations
| Focus Area | Optimization Recommendation | Value |
|---|---|---|
| Steel Grade Selection (X52) | Leverage X52’s higher strength to allow wall-thickness reduction compared to X42. | Reduces steel tonnage and directly lowers raw material expenditure. |
| Logistics & Transportation | Spiral pipes feature large diameter and lightweight design. | Optimize stacking and nested transport (small pipes inside larger ones) to reduce freight costs. |
| Coating Selection | Choose based on soil corrosivity: FBE for standard conditions, 3LPE for harsh environments. | Prevent over-specifying expensive coatings in low-corrosion areas. |
| Timing of Procurement | Monitor iron ore and hot-rolled coil (steel billet) price trends. | Lock in prices during market lows to mitigate price surge risks. |
2. Performance Considerations (Ensuring Project Safety)
A. Weldability
Focus: Carbon Equivalent (CEq)
Rationale: While X52 has good strength, a high CEq can cause cold cracking during field welding. Ensure the manufacturer provides a detailed chemical composition report to guarantee easy weldability and reduce on-site rework.
B. Anti-Corrosion Coating Quality
Focus: Coating adhesion strength and spark testing.
Rationale: Underground pipelines are expected to serve for decades. Any poor adhesion or pinholes in the coating can lead to rapid corrosion. Require 100% spark testing for defect detection.
C. Dimensional Consistency
Focus: Pipe-end roundness and perpendicularity.
Rationale: If stress is not properly controlled during spiral pipe production, the pipe ends may deform into an ellipse, making field alignment and welding difficult and time-consuming, delaying project progress.
3. Procurement Decision Balance: Cost vs. Performance
| Procurement Aspect | When to Prioritize “Low Cost” | When to Prioritize “High Performance” |
|---|---|---|
| Product Specification | PSL1 (suitable for municipal water supply, standard support piles) | PSL2 (for high-pressure gas, cross-border oil & gas pipelines) |
| Testing Frequency | Basic sampling in accordance with national standards/API | Third-party supervision required, including full-length NDT |
| Supplier Qualification | Tier-2 manufacturers with basic production permits | Tier-1 manufacturers with API 5L license, proven track record in large-scale projects |
| Anti-Corrosion Coating | Epoxy coal tar or standard anti-rust paint | 3LPE (three-layer polyethylene) or internal/external plastic-coated |
VII. Frequently Asked Questions (Engineering Procurement FAQ)
Q1: My project specification requires X52 steel, but X60/X65 pipes are more commonly available in the market. Can they be used as substitutes?
Answer:
This is usually because higher-grade steels (X60 and above) have broader applicability. From a technical standpoint, higher-strength grades can generally substitute lower grades (upgrading compatibility), but the following conditions must be strictly met:
- Same Wall Thickness: The wall thickness must not be reduced unless the design authority recalculates pressure ratings.
- Welding Compatibility: Higher grades may have slightly higher carbon equivalent (CEq), so compatibility with field welding consumables must be verified.
- Cost Evaluation: Although the unit price may be higher, in many cases substitution is still cost-effective if it shortens construction time and improves availability.
Q2: Which offers better cost-performance: 3LPE coating or FBE coating?
Answer:
This depends on the pipeline’s design life expectancy and installation environment:
- FBE (Fusion Bonded Epoxy):
- Lower cost with excellent adhesion. Suitable for projects with good soil conditions and short transportation distances. However, it has relatively weak impact resistance and is prone to mechanical damage.
- 3LPE (Three-Layer Polyethylene):
- A composite system consisting of epoxy primer + adhesive layer + polyethylene outer layer. Although typically 15%–20% more expensive, it offers outstanding resistance to impact, acid, and alkali.
Value Recommendation:
For long-distance transportation, complex terrain, or cross-regional projects, 3LPE provides “zero-repair” performance benefits that far outweigh its initial cost premium.
Q3: Why are spiral welded pipes (SSAW) generally cheaper than longitudinal welded pipes (LSAW)? Does this mean lower quality?
Answer:
The price difference is driven by manufacturing efficiency, not quality differences:
- SSAW pipes are produced continuously from steel coils, resulting in higher production efficiency and better material utilization.
- LSAW pipes are manufactured from individual steel plates, requiring more complex forming and tooling processes, which increases production cost.
Value Recommendation:
For API 5L X52 applications, SSAW pipes fully meet performance requirements in medium-to-low pressure oil & gas transmission and water supply systems. LSAW pipes are only necessary in extremely high-pressure applications, severe geological risk zones, or deep offshore pipelines.
Q4: When reviewing the Material Test Certificate (MTC), which key data should I focus on?
Answer:
Do not rely solely on the compliance stamp. Focus on the following three critical parameters:
- Yield Strength: Must be ≥ 360 MPa for X52 grade.
- Carbon Equivalent (CEV / Pcm): For X52, it is recommended to be controlled below 0.43%, as it directly affects the risk of field weld cracking.
- Hydrostatic Test Pressure: Ensure each pipe’s actual test pressure meets design requirements—this is the final safety baseline against pipeline failure.
Q5: Is API 5L PSL2 always better than PSL1? Should I pay extra for it?
Answer:
PSL2 is not just “better”—it is more stringent and safer.
- For pipelines transporting natural gas, refined oil, or installed near residential areas, PSL2 is mandatory. It requires impact toughness testing (to prevent brittle fracture under impact) and stricter chemical composition limits.
- For municipal water supply systems or temporary structural piling, PSL1 offers better cost efficiency and is generally sufficient without the need for PSL2-level specifications.
Q6: How much impact can out-of-tolerance pipe roundness have on construction efficiency?
Answer:
This is one of the most frequently overlooked hidden cost factors in procurement.
If pipe ends are not perfectly round (i.e., become ovalized), field alignment becomes difficult, and welders must spend significantly more time on correction and forced alignment.
- Impact: Welding efficiency may decrease by over 50%, while also increasing the risk of weld defects and NDT rejection rates.
- Recommendation: Procurement contracts should clearly specify that pipe end roundness tolerance must be controlled within D ± 1%, and incoming inspection should use ring gauges or measuring tapes for random checks.