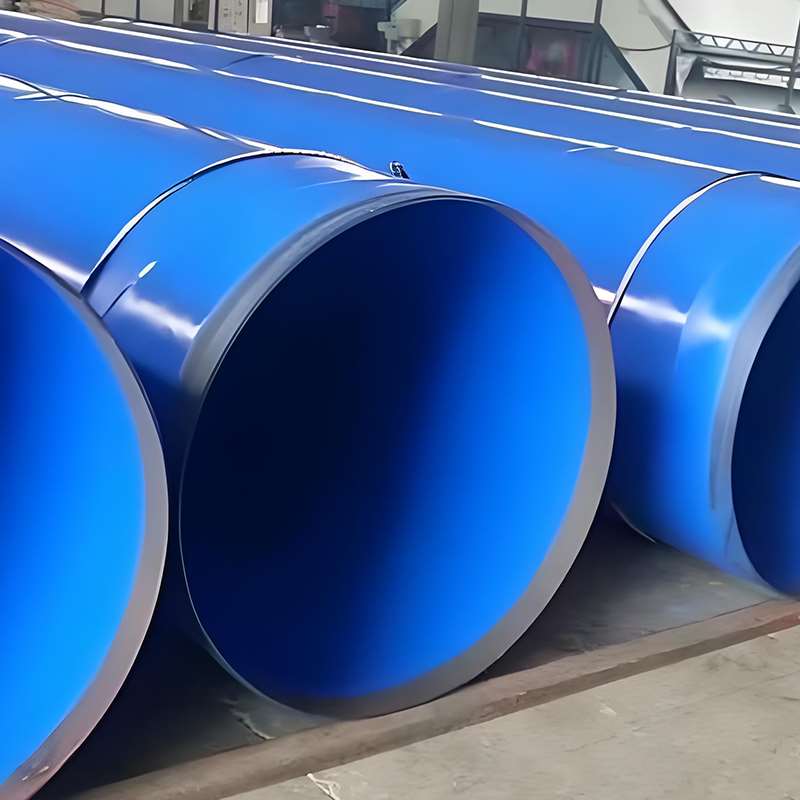
A Coated Spiral Steel Pipe is manufactured on the basis of SSAW (Spiral Submerged Arc Welded) steel pipes. Through the application of external and internal anti-corrosion coating systems, the pipe is significantly enhanced in terms of corrosion resistance, service life, and transportation stability. It is widely used in petroleum, natural gas, urban gas distribution, offshore engineering, and large-scale energy infrastructure projects.
I. Requirements for Oil and Gas Transmission Pipelines
The oil and gas transmission industry imposes extremely stringent requirements on pipeline materials. Since the transported media typically involve high pressure, high corrosion, and continuous operation, pipelines must not only possess excellent mechanical strength but also remain stable and reliable throughout long-term operation.
Modern oil and gas pipelines typically need to meet the following requirements:
1. High-Strength Pressure Resistance
- During long-distance transportation, internal pipeline pressures are high, particularly in natural gas transmission projects, where operating pressures are often far higher than those of ordinary industrial pipelines. Therefore, steel pipes must possess excellent tensile strength, yield strength, and resistance to deformation.
- Spiral welded steel pipes, utilizing a continuous spiral welding process, can be manufactured in large diameters and with thick walls, capable of meeting high-pressure transmission requirements.
2. Stable Long-Term Operation
- Once put into service, oil and gas pipelines often require continuous operation for decades. Any leakage, corrosion, or weld failure can lead to severe economic losses or even safety incidents. Consequently, pipeline systems demand extremely high material stability.
3. Good Weldability
- In large-scale pipeline projects, the volume of on-site welding work is substantial. Steel pipes must not only possess good weldability but also ensure long-term weld stability.
4. Resistance to Environmental Corrosion
- Complex environments such as underground, underwater, saline-alkali soils, deserts, and high-humidity areas can cause continuous corrosion of steel pipes. Consequently, corrosion protection systems have become an indispensable and critical component of modern oil and gas pipelines.


II. Background of the API 5L Standard
In the international oil and gas transportation industry, the API 5L standard is widely used in the manufacturing and quality control of pipeline steel.
API 5L was developed by the American Petroleum Institute (API) and primarily applies to pipeline steel used for oil and gas transportation. The standard sets strict specifications for the chemical composition, mechanical properties, weld quality, non-destructive testing, and dimensional tolerances of steel pipes.
Currently common steel grades include:
- API 5L Grade B
- API 5L X42
- API 5L X52
- API 5L X60
- API 5L X70
- API 5L X80
API 5L is also divided into two performance levels: PSL 1 and PSL 2:
| Comparison Item | PSL1 | PSL2 |
|---|---|---|
| Standard Level | Basic quality level | Higher quality level |
| Application Scope | General oil & gas and water transmission projects | High-pressure, high-risk oil & gas transmission projects |
| Chemical Composition Control | Standard control | More stringent control |
| Mechanical Property Requirements | Basic requirements | Higher requirements |
| Impact Toughness Testing | Usually not mandatory | Usually mandatory |
| Non-Destructive Testing (NDT) | Required only for some projects | More stringent inspection requirements |
| Weld Quality Requirements | Standard welding requirements | Stricter weld inspection standards |
| Dimensional Tolerance | Standard tolerance | Tighter tolerance control |
| Quality Traceability | Basic material certification | Full traceability system |
| Service Environment | Normal operating conditions | Long-distance, high-pressure, low-temperature, and offshore environments |
III. Long-Distance Oil & Gas Pipelines: Safety Challenges and Protection Strategies Under High-Pressure Conditions
Oil and gas transportation projects are characterized by long-distance transmission, high operating pressure, and extreme environmental conditions, such as cross-border trunk lines, subsea pipelines, and projects in arctic or desert regions. These demanding conditions require pipeline systems to be designed with exceptionally high safety redundancy.
1. High-Pressure Operation: Stress Cycles and Material Limits
Under high-pressure conditions, pipeline bodies are subjected to long-term cyclic stress loads. Any inconsistency in material performance can easily lead to catastrophic failures.
Key Risks:
Fatigue cracking at weld seams, permanent pipe deformation, brittle fracture (pipe rupture), and large-scale leakage.
Technical Protection Measures:
- Non-Destructive Testing (NDT):
Full-body ultrasonic testing (UT) is required to detect internal defects, while weld seams must undergo X-ray radiographic testing (RT). - Hydrostatic Pressure Testing:
Pipelines must be tested at 1.25 to 1.5 times higher than the design operating pressure to verify structural integrity.
2. External Environment: Electrochemical Corrosion in Harsh Conditions
Pipelines are typically buried underground or laid on the seabed for decades, where they are continuously exposed to electrochemical corrosion.
Key Risks:
Moisture, microorganisms, soil salinity, and stray currents in the soil can gradually thin the pipe wall and significantly reduce service life.
Technical Protection Measures:
- Composite Anti-Corrosion Coatings:
3PE (Three-Layer Polyethylene) or FBE (Fusion Bonded Epoxy) coatings are applied to form a dense physical barrier against corrosion. - Cathodic Protection (CP):
Combined with sacrificial anode or impressed current systems, CP inhibits metal oxidation through electrochemical principles.
3. Internal Medium: The “Invisible Blade” of Acidic Components
The transported medium itself may be corrosive, especially untreated or unprocessed crude oil and natural gas.
Key Risks:
H?S (hydrogen sulfide), CO?, and moisture in the medium can cause hydrogen-induced cracking (HIC) or stress corrosion cracking.
Technical Protection Measures:
- Corrosion-Resistant Material Selection:
Use sour-service grade steels with excellent resistance to sulfur and hydrogen, such as materials compliant with API 5L sour service specifications. - Internal Coating Treatment:
Apply anti-corrosion and drag-reducing internal coatings to protect the pipe wall while also reducing friction resistance and improving flow efficiency.
4. Integrated Safety Management Summary
To ensure long-term operational safety of long-distance pipeline systems, a full life-cycle monitoring framework is strongly recommended:
- Material Traceability:
Ensure full traceability of chemical composition and mechanical properties for every single pipe. - Intelligent Monitoring:
Deploy fiber optic sensing systems and distributed pressure monitoring to enable minute-level leak detection. - Regular Inspection:
Use “intelligent pigs” (pipeline inspection gauges) to perform in-line inspection and evaluate wall thickness loss across the entire pipeline.
Expert Insight:
Pipeline safety does not depend solely on steel pipe quality. It relies on a synergistic “coating–steel–monitoring” triple defense system working in full coordination.
IV. Application Environments for Oil and Gas Projects
- Underground Pipeline Environments
- Most oil and gas transmission pipelines are buried underground, where they are constantly exposed to soil, moisture, and microorganisms, making them susceptible to external corrosion. Consequently, high standards are required for the corrosion resistance and pressure-bearing capacity of steel pipes.
- Marine and Subsea Engineering Environments
- Marine environments are characterized by high salinity, high humidity, and severe corrosion. Subsea pipelines are subject to long-term seawater erosion, necessitating extremely stringent requirements for coating adhesion, corrosion resistance, and weld quality.
- Desert Environments
- Desert regions experience significant diurnal temperature fluctuations and are subject to sand and wind abrasion. Steel pipes must not only possess excellent corrosion resistance but also strong resistance to mechanical damage.
- Extreme Cold and Low-Temperature Environments
- In low-temperature regions, steel pipes must maintain good impact toughness and crack resistance to prevent low-temperature embrittlement from compromising safe pipeline operation.
- High-Pressure, Long-Distance Transmission Environments
- Cross-regional oil and gas transmission projects typically involve long distances and high pressures, requiring steel pipes to possess stable mechanical properties and long-term operational reliability.
- High-Corrosion Medium Transmission Environments
- Certain oil and gas media contain corrosive substances such as carbon dioxide (CO?), hydrogen sulfide (H?S), and moisture, placing higher demands on the internal anti-corrosion performance of steel pipes.


V. International Standards for Coated Spiral Steel Pipes
| Standard Number | Standard Name | Application Scope |
|---|---|---|
| API 5L | Line Pipe Specification | Steel pipes for oil and natural gas transmission pipelines |
| ASTM A252 | Welded and Seamless Steel Pipe Piles | Spiral welded steel pipes and structural applications |
| ASTM A53 | Steel Pipe Specification | General industrial and fluid transport steel pipes |
| ISO 3183 | Petroleum and Natural Gas Industries — Steel Pipe | International standard for oil and gas transmission pipelines |
| EN 10219 | Cold Formed Welded Structural Hollow Sections | European standard for welded structural steel pipes |
| SY/T 5037 | Spiral Submerged Arc Welded Steel Pipe | Standard for spiral submerged arc welded (SSAW) steel pipes |
| GB/T 9711 | Steel Pipe for Pipeline Transportation Systems | Chinese standard for oil and gas transmission pipelines |
| DIN 30670 | Polyethylene Coating for Steel Pipes | 3PE polyethylene anti-corrosion coating standard |
| DIN 30678 | Polypropylene Coating Systems | 3PP anti-corrosion coating standard |
| CSA Z245.21 | External Polyethylene Coating Standard | Canadian polyethylene anti-corrosion coating standard |
| AWWA C210 | Liquid Epoxy Coating Systems | Liquid epoxy internal and external coating standard |
| ISO 21809 | External Coatings for Buried or Submerged Pipelines | External coating standard for buried and offshore pipelines |
| NACE SP0394 | Application of FBE Coatings | Fusion Bonded Epoxy (FBE) coating application standard |
| ASTM G95 | Cathodic Protection Compatibility | Standard related to cathodic protection compatibility |
Common Project Standard Combinations:
Different oil and gas projects typically combine multiple standards, such as:
- API 5L + DIN 30670
- (Oil and gas transmission + 3PE corrosion protection)
- API 5L PSL2 + ISO 21809
- (High-grade oil and gas pipelines + international corrosion protection standards)
- API 5L + AWWA C210
- (Water transmission and epoxy coating projects)
For large-scale international oil and gas projects, compliance with third-party inspection requirements is typically also required, such as on-site factory inspections and quality audits by SGS, BV, TüV, or DNV.
VI. FAQ: Frequently Asked Questions About Oil and Gas Pipelines
1. Why Do Oil and Gas Pipelines Corrode?
Corrosion in oil and gas pipelines primarily stems from both external environmental factors and internal media.
External causes include soil moisture, salt content, oxygen, and microbial erosion; internal factors may include corrosive components such as CO?, H?S, and moisture.
Prolonged exposure can lead to thinning of the steel pipe walls or even perforation, so comprehensive protection must be provided through anti-corrosion coatings and cathodic protection systems.
2. Why must oil and gas pipelines use corrosion-resistant steel pipes?
Ordinary steel pipes are prone to rapid corrosion in buried or marine environments, whereas oil and gas pipelines typically need to operate for 20–50 years. Corrosion-resistant steel pipes (such as 3PE, FBE, and TPEP) effectively isolate corrosive media, reducing rust formation, thereby ensuring long-term safe operation of the pipeline and lowering maintenance costs.
3. What is the difference between 3PE and FBE corrosion protection?
3PE corrosion protection features a three-layer structure (epoxy powder + adhesive + polyethylene), offering superior mechanical protection and making it suitable for long-distance buried pipelines; FBE is a single-layer epoxy coating with excellent chemical corrosion resistance, making it suitable for high-temperature or specific medium environments. Generally speaking, 3PE is more suitable for most long-distance oil and gas transmission projects.
4. What are the practical implications of PSL1 and PSL2 pipes?
PSL1 is a basic quality grade suitable for standard operating conditions; PSL2 is a higher grade requiring stricter control of chemical composition, impact toughness testing, and non-destructive testing.
For high-pressure, offshore, or long-distance oil and gas pipelines, PSL2 is typically required to ensure safety.
5. What are the most common causes of failure in oil and gas pipelines?
There are three main categories: corrosion failure (the most common), weld defects (such as lack of fusion or cracks), and external damage (construction damage or geological movement).
Corrosion issues account for the highest proportion, so the design and construction quality of the anti-corrosion system are critical.
6. How can one determine if the quality of an oil and gas pipeline is reliable?
This is primarily assessed based on four factors:
- Compliance with API 5L or ISO 3183 standards
- Passing non-destructive testing (UT/RT) and hydrostatic testing
- Coating thickness and adhesion meeting specifications
- Availability of complete quality traceability documentation (MTC reports)
High-quality pipelines are also typically certified by third-party inspection agencies (such as SGS, BV, or TüV) to ensure compliance with international engineering requirements.
]]>In large diameter coated spiral steel pipes, carbon steel is one of the most commonly used base materials. Its value lies not only in its chemical composition, but more importantly in its structural strength, manufacturing adaptability, and cost efficiency.
1. Excellent Structural Strength for Pressure-Bearing Applications
Carbon steel offers high tensile strength and strong pressure-bearing capacity, fully meeting the requirements of water transmission, oil transportation, and industrial pipeline systems.
In long-distance pipeline projects, carbon steel spiral steel pipes maintain stable structural performance, effectively reduce deformation risks, and are suitable for medium to high-pressure operating environments.
2. Well-Suited for Large Diameter and Long-Distance Pipeline Systems
Compared with certain higher-grade materials, carbon steel is more easily formed into spiral-welded structures, making it particularly suitable for:
- Large diameter pipelines (medium to large size range)
- Long-distance transmission pipelines
- Municipal and energy infrastructure projects
This strong manufacturing adaptability makes it a mainstream choice in large-scale pipeline network construction.
3. Cost-Effective and Ideal for Project Budget Optimization
Carbon steel is widely available and benefits from mature processing technologies, which ensures a strong cost advantage while maintaining reliable performance.
In large-scale engineering projects, this balance between performance and cost is particularly important, as it effectively reduces the overall investment in pipeline systems.
II. Carbon Steel Corrosion Issues and Corrosion Protection Solutions
In the practical application of carbon steel spiral welded pipes, different engineering environments can lead to various types of corrosion issues. Therefore, selecting the appropriate corrosion protection solution is key to ensuring the long-term, stable operation of the pipeline.
1. Buried Soil Environments (Underground Pipelines)
- Common Applications:
Urban water supply, oil transmission pipelines, long-distance underground pipelines - Common Corrosion Issues:
Electrochemical corrosion caused by soil moisture and oxygen
Accelerated rusting in saline-alkali soil
Rapid localized corrosion following damage to the protective coating - Recommended Corrosion Protection Solution:
3PE-coated steel pipes - Description:
The 3PE structure effectively isolates moisture, oxygen, and soil corrosion media, making it the most commonly used corrosion protection method for long-distance buried pipelines.
2. Coastal and Marine Environments
- Common Applications:
Port engineering, seawater conveyance, marine infrastructure - Common Corrosion Issues:
Rapid oxidation caused by high salt fog environments
Highly corrosive chloride ions
Accelerated aging of the anti-corrosion coating - Recommended Corrosion Protection Solution:
Reinforced 3PE anti-corrosion or high-grade FBE anti-corrosion systems - Description:
Marine environments are extremely corrosive and require higher-grade protection systems to enhance resistance to salt fog and durability.
3. Industrial and Chemical Environments
- Common Applications:
Chemical plant pipelines, industrial fluid transport systems - Common Corrosion Issues:
Chemical corrosion caused by acidic and alkaline media
High risk of internal wall corrosion
Coexistence of localized and uniform corrosion - Recommended Corrosion Protection Solution:
Steel pipes with FBE epoxy powder coating - Description:
FBE coatings offer excellent chemical stability and adhesion, making them suitable for highly corrosive industrial environments.
4. Long-Distance Water Transmission Projects
- Common Applications:
Urban water supply, water diversion projects, industrial circulating water systems - Common Corrosion Issues:
Slow corrosion caused by prolonged contact of inner walls with water
Oxidation reactions caused by dissolved oxygen in water
Decreased efficiency after long-term operation - Recommended Corrosion Protection Solution:
Combined internal and external corrosion protection system (FBE or 3PE) - Description:
Dual internal and external protection reduces the risk of internal corrosion, improves transmission efficiency, and extends service life.
5. General Municipal and Infrastructure Projects
- Common Applications:
Municipal drainage, general conveyance networks - Common Corrosion Issues:
Corrosion in moderately humid environments
Surface rust caused by prolonged exposure - Recommended Corrosion Protection Solution:
Steel pipes with epoxy-coal tar anti-corrosion coating - Description:
Suitable for moderately corrosive environments, offering high cost-effectiveness and ideal for budget-constrained projects.

III. Balancing Cost and Durability
In the procurement of carbon steel spiral welded pipes for engineering projects, price is often the most obvious consideration. However, what truly impacts a project’s long-term costs is not the unit price, but rather the pipe’s overall service life and maintenance costs.
If one opts solely for low-cost pipes with no corrosion protection or only low-grade protection, the initial investment may be lower, but actual operation may require more frequent maintenance—such as corrosion repairs, partial replacements, or even pipeline shutdowns—thereby increasing the overall project cost.
Conversely, carbon steel spiral welded pipes with anti-corrosion coatings such as 3PE or FBE, while having a relatively higher initial cost, can significantly reduce corrosion risks, minimize maintenance frequency, and extend the pipeline’s service life, making them more cost-effective in the long run.
1. The Importance of Life Cycle Cost
In large-scale water, oil, and industrial pipeline projects, procurement decisions typically focus not only on material costs but also on evaluating the total life cycle cost (LCC), which includes:
- Initial procurement costs
- Installation and construction costs
- Maintenance and repair costs
- Replacement and shutdown costs
In many engineering projects, carbon steel spiral welded pipes with excellent anti-corrosion performance can often significantly reduce total costs over the long term.
2. Corrosion Protection Is Key to Reducing Long-Term Costs
Carbon steel inherently possesses good strength and workability, but corrosion issues directly impact its service life. Therefore, the value of a corrosion protection system lies not merely in “protecting the steel pipe,” but more importantly in:
- Extending service life
- Reducing maintenance frequency
- Lowering overall operating costs
3. How to Achieve a Balance Between Cost and Durability?
- Low-corrosion environments → Choose an economical anti-corrosion solution
- Moderate-corrosion environments → Choose a standard anti-corrosion system
- High-corrosion environments → Choose a reinforced anti-corrosion system
The key is not “the cheapest,” but “the most cost-effective over the life cycle.”
IV. Mechanisms for Extending Service Life
The service life of carbon steel spiral welded pipes is not fixed but is determined by a combination of the material itself, the corrosion protection system, construction quality, and the operating environment. In engineering practice, the overall service life of the pipeline can be significantly extended through proper protective design.
1. Corrosion Control Is the Key Factor in Extending Service Life
- Among all influencing factors, corrosion is the primary cause of steel pipe failure. Whether in buried, marine, or industrial environments, moisture, oxygen, and chemicals gradually erode the surface of steel pipes.
- Therefore, controlling the corrosion rate is a key prerequisite for extending service life.
2. Anti-corrosion Coatings Form a Long-Term Protective Barrier
Modern carbon steel spiral welded pipes typically achieve extended service life through external anti-corrosion coating systems, such as 3PE or FBE coatings.
The functions of these anti-corrosion layers are:
- To isolate moisture and oxygen
- Preventing corrosive media from contacting the steel
- Reducing the rate of electrochemical reactions
Through this physical isolation mechanism, the corrosion process of steel pipes can be significantly slowed, thereby extending their overall service life.
3. Construction and Transportation Quality Also Affect Service Life
Even with high-grade anti-corrosion systems, damage to the protective coating during transportation or installation can create potential corrosion hazards later on.
Factors that contribute to this include:
- Impact during lifting
- Damage from dragging on the ground
- Failure to promptly apply anti-corrosion protection to weld joints
- Scratches to the coating during backfilling
Therefore, standardized construction practices and protective measures are also crucial components of service life management.
4. Correct Selection Determines Final Service Life
Different corrosion protection grades should be selected for different engineering environments:
- Buried long-distance pipelines → 3PE corrosion protection system
- Chemical and highly corrosive environments → FBE corrosion protection system
- General municipal engineering → Cost-effective corrosion protection solutions
Appropriate selection can avoid “over-engineering” or “insufficient protection,” achieving a balance between service life and cost.
V. Engineering Procurement FAQ
1. What types of projects are carbon steel coated spiral steel pipes mainly used for?
Carbon steel coated spiral steel pipes are primarily used in large diameter, long-distance transmission projects, especially where both structural strength and corrosion resistance are required.
Typical applications include:
- Long-distance oil and natural gas transmission pipelines
- Urban water supply and water diversion projects
- Industrial fluid transportation systems
- Energy and infrastructure development projects
In practical engineering use, they are commonly selected for pipeline systems that require a balance of high strength, cost efficiency, and long service life.
2. Why do carbon steel pipes need anti-corrosion protection?
Although carbon steel offers excellent mechanical strength, it is susceptible to corrosion in humid, soil, or chemically aggressive environments.
The main purposes of applying anti-corrosion coatings (such as 3PE or FBE) include:
- Isolating moisture, oxygen, and corrosive media
- Slowing down the corrosion rate of steel
- Reducing long-term maintenance and repair costs
- Significantly extending pipeline service life
Without proper anti-corrosion protection, carbon steel pipes are generally only suitable for short-term or low-demand applications.
3. What is the difference between 3PE and FBE coatings? How should they be selected?
The two coating systems are designed for different operating environments:
3PE Coating (Three-Layer Polyethylene System)
- Best suited for buried pipelines and long-distance transmission projects
- Provides excellent mechanical protection and soil corrosion resistance
FBE Coating (Fusion Bonded Epoxy)
- Suitable for chemical and highly corrosive industrial environments
- Offers superior adhesion and strong chemical resistance
Simple selection guideline:
- Buried pipelines / long-distance transmission → 3PE coating
- Chemical / highly corrosive environments → FBE coating
4. What is the typical service life of coated carbon steel spiral pipes?
The service life mainly depends on coating type, installation quality, and operating environment.
Under standard engineering conditions:
- The service life of coated carbon steel spiral steel pipes is typically 20–50 years
Key factors affecting service life include:
- Coating grade and thickness
- Quality of installation and construction
- Damage to the coating during handling or installation
- Severity of the operating environment
With proper material selection and correct installation practices, the service life can be significantly extended.
5. Which anti-corrosion system is recommended for buried pipelines?
For buried pipeline projects, the 3PE anti-corrosion system is the most commonly used and highly recommended solution.
Its advantages include:
- Excellent resistance to soil moisture and corrosive media
- Strong impact resistance, suitable for backfilling operations
- Ideal for long-distance transmission pipelines
- Reliable performance in highly corrosive soils (such as saline-alkali soil and high-humidity regions)
For highly aggressive environments, an enhanced or heavy-duty 3PE coating system is typically recommended.
6. Can coated steel pipes be used in marine or port engineering projects?
Yes, but the coating system must be selected according to the environmental severity.
In marine and coastal environments, the main corrosive factors include:
- High salt spray exposure
- High humidity levels
- Strong chloride ion corrosion
Recommended solutions include:
- High-grade 3PE coated steel pipes
- Customized heavy-duty anti-corrosion systems based on project requirements
The key requirement is long-term resistance to salt spray and corrosion. Without adequate protection, the service life of the pipeline will be significantly reduced.
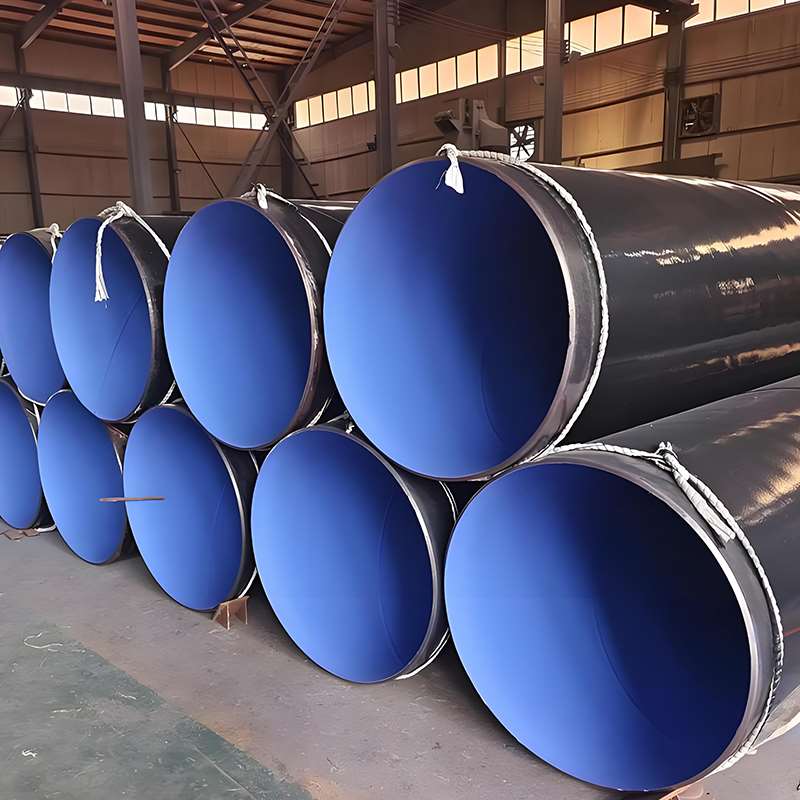
]]>Large Diameter Coated Spiral Steel Pipe is a high-performance pipeline manufactured using the Spiral Submerged Arc Welding (SSAW) process and enhanced with protective anti-corrosion coatings on the internal and external surfaces.
Designed for demanding fluid transportation applications, this product is widely used in water transmission projects, oil and gas pipeline systems, municipal utility networks, and large-scale infrastructure developments. It offers excellent structural strength, large diameter capabilities, cost-effective installation, and an extended service life, making it an ideal choice for long-distance and high-volume pipeline projects.
II. Product Structure
Large-diameter coated spiral steel pipes typically consist of a base pipe, a weld seam, and internal and external anti-corrosion coatings. The specific configuration can be tailored to different projects based on the transported medium (e.g., water, oil, or natural gas).
- Steel Pipe Body
The main body of the steel pipe is manufactured from hot-rolled steel coil and serves as the core pressure-bearing structure of the entire pipeline.
Material: Steel grades compliant with API 5L, ASTM, EN, and GB standards (e.g., Gr. B, X52, X60, etc.)
Forming Method: Submerged arc spiral welding (SSAW)
Function: Provides overall strength and pressure-bearing capacity
Features: High material utilization; suitable for large-diameter production
- Spiral Weld Structure
The key structural feature of spiral welded steel pipes is that the welds are arranged in a spiral pattern.
Welding method: Double-sided submerged arc welding
Weld location: Continuously distributed along the spiral direction of the pipe
Advantages:
More uniform stress distribution
Suitable for the production of large-diameter pipes
High production efficiency
- Internal Corrosion Protection Layer
Depending on the transported medium, different internal corrosion protection structures can be selected:
Common types:
Cement mortar lining
Used in water conveyance projects
Prevents scaling and corrosion
Epoxy coating (FBE / Epoxy Coating)
Used for oil, gas, or chemical media
High resistance to chemical corrosion
Function: Protects the inner wall of the pipeline, reduces frictional resistance, and extends service life
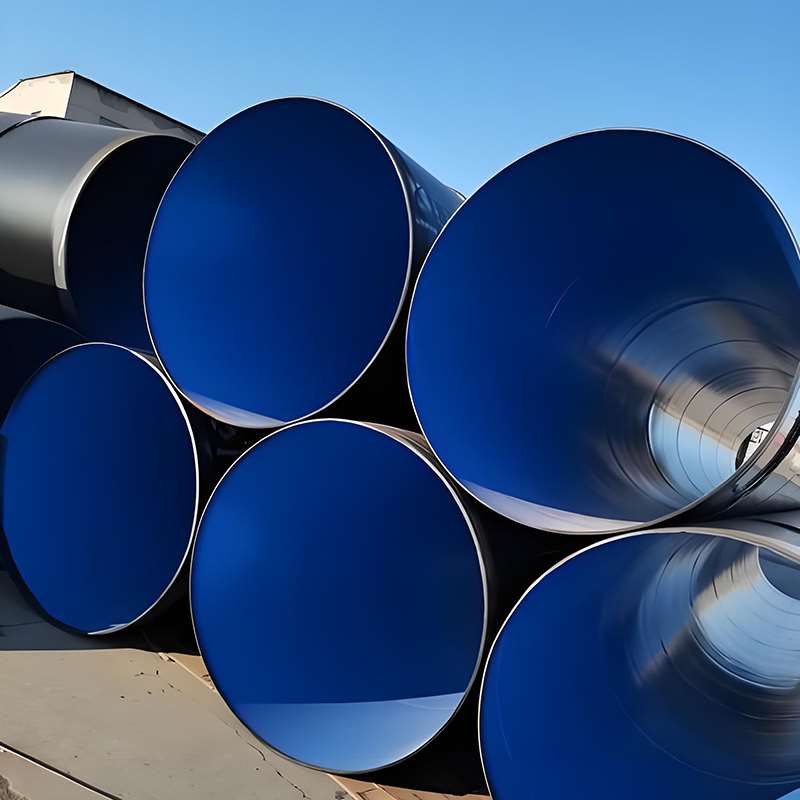
- External Anti-Corrosion Coating
The external anti-corrosion coating is a critical protective layer for underground or outdoor projects.
Common configurations:
3PE Anti-Corrosion Coating (3-layer Polyethylene Coating)
Anti-corrosion + Impact resistance + Water resistance
The mainstream solution for underground pipelines
FBE Epoxy Powder Coating
Strong adhesion
Suitable for highly corrosive environments
Function: Prevents soil corrosion, moisture erosion, and mechanical damage
- Pipe End Preparation
To meet on-site installation requirements, pipe ends are typically prepared in standardized ways:
Plain End
Beveled End
Flanged End (optional)
Purpose: To improve on-site welding efficiency and connection quality

III. Application Background of Large Diameter Coated Spiral Steel Pipe
Why Modern Large-Scale Projects Require Large Diameter Steel Pipes
With the rapid development of urbanization, energy transportation networks, and industrial infrastructure, water transmission, oil transportation, and industrial fluid conveyance systems are demanding increasingly higher pipeline capacities.
Compared with smaller-diameter pipelines, large diameter coated spiral steel pipes offer several significant advantages:
- Higher flow capacity for large-volume transportation
- Improved efficiency in long-distance transmission systems
- Reduced pumping station operating frequency and energy consumption
- Fewer parallel pipeline installations required
- Lower overall project construction and maintenance costs
- Better suitability for large-scale infrastructure developments
As a result, large diameter spiral steel pipes have become one of the preferred pipeline solutions for modern water transmission projects, oil and gas transportation systems, energy infrastructure, and municipal engineering applications.
The Growing Importance of Corrosion Protection
In addition to transportation capacity, corrosion resistance has become a critical consideration as pipeline systems are increasingly installed underground, exposed to harsh environmental conditions, and expected to operate reliably for decades.
By applying internal and external anti-corrosion coatings, the pipeline can achieve:
- Enhanced resistance to corrosion and environmental degradation
- Extended service life
- Improved operational reliability and safety
- Reduced maintenance requirements and lifecycle costs
- Better long-term performance in demanding service environments
For these reasons, coated large diameter spiral steel pipes are widely adopted in infrastructure projects where durability, reliability, and long-term operational stability are essential.
IV. Applications in Large-Scale Infrastructure Projects
1. Water Transmission Projects
Large Diameter Coated Spiral Steel Pipe is widely used in a variety of water transportation applications, including:
- Municipal water supply systems
- Long-distance water diversion projects
- Agricultural irrigation pipelines
- Seawater desalination transmission systems
- Industrial circulating water systems
In water transmission projects, the internal anti-corrosion lining helps reduce flow resistance, improve hydraulic efficiency, and minimize scale buildup during long-term operation.
The external anti-corrosion coating provides effective protection against soil moisture, groundwater, and corrosive substances, significantly extending the service life of buried pipelines.
For high-volume water transportation projects, large diameter spiral steel pipes offer the required flow capacity while helping reduce overall construction, operation, and maintenance costs.
2. Oil and Natural Gas Transportation
In the oil and gas industry, large diameter coated spiral steel pipes are commonly used for:
- Crude oil transmission pipelines
- Long-distance natural gas pipelines
- Oil and gas gathering and transportation systems
- Refinery and petrochemical process pipelines
Oil and gas transportation systems typically involve long transmission distances, high operating pressures, and challenging environmental conditions. As a result, pipeline strength and corrosion resistance are critical performance requirements.
By utilizing advanced coating systems such as 3PE (Three-Layer Polyethylene), FBE (Fusion Bonded Epoxy), and Coal Tar Epoxy coatings, the pipeline can achieve enhanced durability in buried, humid, and corrosive environments.
In addition, SSAW spiral steel pipes offer significant cost advantages in large-diameter production, making them an economical choice for major long-distance pipeline projects.
3. Marine and Port Engineering
Large diameter coated spiral steel pipes are extensively used in marine and coastal infrastructure projects, including:
- Seawater transportation systems
- Port and harbor construction
- Offshore and marine piling foundations
- Subsea pipeline projects
Marine environments are characterized by high salinity, high humidity, and severe corrosion risks, placing stringent requirements on pipeline protection systems.
Heavy-duty anti-corrosion coating systems effectively resist seawater corrosion, salt spray exposure, and moisture penetration, helping to extend the operational life of the pipeline and reduce maintenance requirements.
4. District Heating and Industrial Pipeline Systems
Large diameter coated steel pipes are also widely applied in:
- District heating networks
- Thermal power plant pipeline systems
- Chemical processing pipelines
- Industrial fluid transportation systems
In environments involving elevated temperatures, high humidity, or corrosive media, anti-corrosion coatings play a vital role in minimizing corrosion risks, reducing maintenance costs, and ensuring long-term operational reliability.
For large-scale industrial projects, SSAW spiral steel pipes provide an excellent combination of high strength, efficient manufacturing, and cost-effective project execution, making them a preferred solution for demanding pipeline applications.


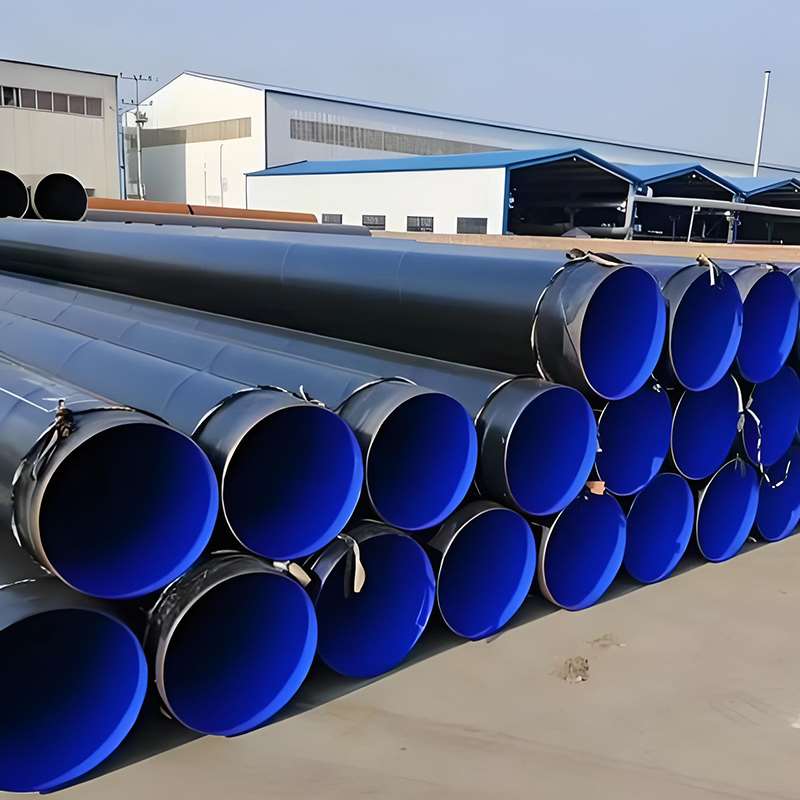
V. Challenges in Transportation and Installation
1. Common Issues Encountered During the Transportation of Large-Diameter Steel Pipes
- Deformation of pipe ends due to impact
- Scratches or peeling of the anti-corrosion coating
- Deformation of steel pipes caused by uneven lifting forces
- Rolling displacement during long-distance transportation
- Moisture absorption or salt spray corrosion during maritime transport
For steel pipes that have undergone 3PE or FBE anti-corrosion treatment, once the anti-corrosion coating is damaged, localized corrosion spots are likely to form during subsequent underground operation, thereby affecting the overall service life of the pipeline.
2. Protecting the anti-corrosion coating is a critical step during transportation and construction.
For example:
- Steel wire ropes coming into direct contact with steel pipes during hoisting
- Coating abrasion caused by dragging on the ground
- Scratches to the anti-corrosion coating from backfill stones
- Failure to promptly apply anti-corrosion treatment to weld joints
Although these issues may not be apparent during the construction phase, they can easily lead to corrosion hazards after long-term operation.
Therefore, the following measures are typically implemented at construction sites:
- Flexible lifting slings
- Pipe end protection measures
- Anti-corrosion joint repair
- Electrical spark testing
- Anti-corrosion inspection prior to backfilling
to ensure the integrity of the pipeline’s overall anti-corrosion system.
3. Installation efficiency directly impacts the project timeline
In long-distance water, oil, and energy transmission projects, the installation efficiency of large-diameter steel pipes directly affects the overall project schedule.
If steel pipes exhibit:
- Significant roundness deviations
- Unstable weld quality
- Poor dimensional accuracy
- Insufficient adhesion of the anti-corrosion coating
the following issues are likely to arise on-site:
- Difficulty in aligning pipe ends
- Welding rework
- Increased joint repair work
- Delays in installation progress
Therefore, large-scale projects typically place greater emphasis on the following aspects of steel pipes:
- Dimensional stability
- Weldability
- Anti-corrosion quality
- Transportation protection capabilities
to reduce on-site construction risks and minimize long-term maintenance costs.
VI. Procurement Standards for Engineering Projects
In large-scale water and oil transmission projects and infrastructure projects, when procuring large-diameter corrosion-resistant spiral-welded steel pipes, project owners typically focus not only on product price but also on whether the pipes can meet construction requirements, ensure long-term operational stability, and satisfy project acceptance standards.
In engineering procurement, the dimensional accuracy, weld quality, and anti-corrosion performance of steel pipes directly impact on-site installation efficiency and future maintenance costs. For example, if the roundness deviation of the steel pipes is significant, it can lead to difficulties in aligning the pipes during on-site installation; if the adhesion of the anti-corrosion coating is insufficient, the coating may be damaged during transportation or backfilling, thereby increasing the risk of corrosion in the future.
Therefore, during the procurement process, many projects place particular emphasis on verifying the following aspects:
- Steel pipe standards and material grades
- Non-destructive testing reports for welds
- Type and thickness of the anti-corrosion coating
- Electrical spark testing results
- Dimensional tolerances and roundness control
- Third-party inspection documentation
- Packaging and transportation protection plans
- Delivery lead times and batch delivery capabilities
For long-distance buried pipelines and large-scale energy projects, stable product quality and a reliable anti-corrosion system are often more important than simply low prices. This is because if rework, anti-corrosion damage, or dimensional deviations occur during construction, the overall project costs may far exceed the price of the materials themselves.
VII. Testing Standards
| Inspection Item | Inspection Content | Inspection Purpose | Common Standards / Requirements |
|---|---|---|---|
| Raw Material Inspection | Chemical composition and mechanical properties of steel coils | Ensure raw materials meet engineering requirements | API 5L, ASTM, EN standards |
| Outer Diameter Inspection | Pipe outer diameter dimensional deviation | Ensure installation accuracy and joint alignment | Controlled within standard tolerances |
| Wall Thickness Inspection | Actual wall thickness measurement | Ensure pipe pressure-bearing capacity | Ultrasonic thickness measurement |
| Length Inspection | Single pipe length measurement | Meet project construction requirements | As per contract length |
| Roundness Inspection | Ovality and roundness deviation of pipe body | Avoid installation difficulties on site | Controlled within standard limits |
| Straightness Inspection | Pipe bending degree measurement | Ensure stability in long-distance installation | Minimize installation deviation |
| Weld Visual Inspection | Surface quality of weld seam | Check visible welding defects | No cracks, porosity, slag inclusion, etc. |
| Ultrasonic Testing (UT) | Internal weld defect detection | Detect internal cracks or defects | Common for large-diameter SSAW pipes |
| Radiographic Testing (RT) | Internal weld quality inspection | Verify weld integrity | Common for critical pipeline projects |
| Hydrostatic Test | Pipe pressure resistance test | Verify pressure-bearing capacity and sealing performance | As per project pressure requirements |
| Coating Thickness Inspection | Measurement of coating thickness | Ensure anti-corrosion service life | 3PE / FBE coating standards |
| Coating Adhesion Test | Coating bonding strength test | Prevent coating delamination | According to adhesion grade requirements |
| Holiday (Spark) Test | Detection of pinholes and coating defects | Ensure coating integrity | Common for buried pipelines |
| Impact Resistance Test | Coating impact resistance evaluation | Reduce transport and installation damage risk | Applicable to heavy-duty coatings |
| Bevel Inspection | Pipe end bevel angle and machining quality | Improve field welding efficiency | Complies with welding procedure requirements |
| Marking & Traceability Inspection | Heat number, batch number, stencil marking | Ensure quality traceability | Common engineering requirement |
| Packaging & Shipping Inspection | Pipe end protection and packaging condition | Reduce transport damage | Export standard packaging required |
VIII. Frequently Asked Questions (FAQ) on Large Diameter Coated Spiral Steel Pipe Procurement
1. How to determine whether steel pipes meet quality requirements?
In engineering procurement, product quality should not be judged solely by appearance or price. The key factor is whether the product complies with project specifications and applicable standards.
Key evaluation points include:
- Applicable standards (e.g., API 5L, ASTM, EN, etc.)
- Mill Test Certificate (MTC)
- Non-Destructive Testing (NDT) reports for welds (UT/RT)
- Hydrostatic test reports
- Coating inspection and testing results
Reputable suppliers typically provide a complete quality documentation package to support project acceptance, inspection, and full traceability.
2. What is the difference between spiral steel pipes and seamless or longitudinal welded steel pipes?
Spiral steel pipes (SSAW) offer significant advantages in large-diameter production, including lower manufacturing costs, suitability for long-distance transmission projects, and flexible customization of diameter and wall thickness.
Seamless steel pipes are generally used for small-diameter, high-pressure applications and are relatively more expensive. Longitudinal submerged arc welded pipes (LSAW) are commonly used in high-pressure long-distance pipelines, but are less economical than spiral steel pipes in large-diameter and cost-sensitive projects.
Therefore, for large-scale water transmission, oil transportation, and infrastructure projects, spiral steel pipes are often the preferred choice.
3. What types of anti-corrosion coatings are available, and how should they be selected?
Common anti-corrosion coating systems include 3PE (Three-Layer Polyethylene), FBE (Fusion Bonded Epoxy), and Coal Tar Epoxy.
Selection depends primarily on the service environment:
- Buried pipelines: 3PE coating is most commonly used
- High-temperature or chemical environments: FBE coating is preferred
- General anti-corrosion applications: Coal Tar Epoxy coating is often used
For long-distance oil, natural gas, and municipal engineering projects, 3PE anti-Corrosion spiral steel pipes are typically the preferred choice due to their excellent durability and extended service life.
4. Do dimensional tolerances of steel pipes affect installation?
Yes, they do.
Excessive deviations in outer diameter, ovality, or straightness can lead to difficulties in field alignment, poor welding fit-up, or rework, all of which directly impact construction efficiency.
Therefore, engineering projects typically enforce strict dimensional tolerance control and conduct individual inspection of each pipe before shipment to ensure smooth installation on site.
5. What is the typical delivery lead time?
The delivery time depends on order quantity, specifications, and coating requirements.
For standard large diameter spiral steel pipes, production typically takes approximately 20–45 days. If special coating systems such as 3PE are required, or if the order volume is large, the production cycle may be extended accordingly.
For engineering projects, it is recommended to confirm the production schedule in advance to avoid any impact on construction timelines.
6. How is the coating protected during transportation?
Reputable suppliers usually adopt specialized transportation and handling solutions, including pipe-end protective caps, wooden supports, anti-slip fixation systems, and soft lifting slings.
During loading and unloading, steel wire ropes are strictly prohibited from direct contact with the coated surface to prevent scratching, dragging, or impact damage.
For export shipments, waterproof packaging and reinforced bundling are also applied to minimize the risk of damage during sea freight or long-distance transportation.
]]>API 5L X60 Coated SSAW Pipe is a composite industrial product that combines high-strength line pipe steel, large-diameter manufacturing technology, and advanced anti-corrosion coating systems. It is widely used in long-distance oil, gas, water, and industrial fluid transportation projects.
Its definition can be understood from four key aspects: standard, steel grade, manufacturing process, and coating system.
1. API 5L Standard
API 5L is a pipeline specification developed by the American Petroleum Institute (API).
It establishes stringent requirements for pipeline steel pipes used in the transportation of oil, natural gas, water, and other fluids, covering:
- Chemical composition
- Mechanical properties
- Manufacturing quality
- Inspection and testing requirements
API 5L products are generally classified into two specification levels:
- PSL1 (Product Specification Level 1): Standard quality requirements for general pipeline applications.
- PSL2 (Product Specification Level 2): Enhanced quality requirements with mandatory controls on impact toughness, weldability, chemical composition, and non-destructive testing.
2. X60 Steel Grade
The designation “X60” defines the minimum yield strength of the steel.
Strength Rating
- Minimum Yield Strength: 60,000 psi (approximately 415 MPa)
Positioning
X60 is considered a medium-to-high-strength line pipe steel grade.
Compared with lower grades such as API 5L Grade B or X42, X60 allows engineers to use thinner wall thicknesses while maintaining the same design pressure. This results in:
- Reduced pipeline weight
- Lower steel consumption
- Reduced transportation and installation costs
- Improved overall project economics
3. SSAW Manufacturing Process
SSAW stands for Spiral Submerged Arc Welding.
Forming Process
Hot-rolled steel coils are used as the raw material. The steel strip is continuously formed into a cylindrical shape at a predetermined spiral angle using a spiral forming machine.
Welding Method
The pipe is welded using double-sided submerged arc welding (DSAW), with both internal and external weld seams produced under controlled conditions.
Key Advantages
- Capable of producing large-diameter pipes using relatively narrow steel coils
- Pipe diameters can exceed 2,000 mm
- High manufacturing efficiency
- Better material utilization
- More cost-effective than Longitudinal Submerged Arc Welded (LSAW) pipes for many pipeline applications
4. Coating System
Because SSAW pipes are commonly installed in buried pipelines, underwater pipelines, and other long-distance transmission systems, protective coatings serve as the primary defense against corrosion.
3PE Coating (Three-Layer Polyethylene)
The most widely used anti-corrosion system for pipeline applications.
The Coated Spiral Steel Pipe coating structure consists of:
- Fusion Bonded Epoxy (FBE) Primer
- Adhesive Copolymer Layer
- Polyethylene (PE) Outer Layer
Benefits
- Excellent chemical corrosion resistance
- Superior mechanical protection
- High impact resistance
- Long-term durability in harsh soil and environmental conditions


II. Key Features of the SSAW Manufacturing Process
SSAW (Spiral Submerged Arc Welding) is an essential manufacturing technology for large-diameter pipeline projects. It uses hot-rolled steel coils as raw material and combines spiral forming with submerged arc welding to produce large-diameter steel pipes suitable for oil, gas, water, and industrial fluid transport.
1. Flexible “Narrow Strip to Large Pipe” Advantage
The most notable economic benefit of SSAW is its ability to produce large-diameter pipes from relatively narrow steel coils:
- Diameter versatility: By adjusting the spiral angle at which the steel strip enters the forming machine, a single coil width can produce multiple pipe diameters.
- Raw material efficiency: Unlike LSAW (Longitudinal Submerged Arc Welded) pipes, which are constrained by the maximum width of steel plates, SSAW can manufacture ultra-large-diameter pipes (up to 2,020 mm or more) using relatively narrow coils.
2. Continuous Production & High Efficiency
- Automation: SSAW allows continuous production, integrating uncoiling, forming, welding (internal and external), and cutting in a fully automated workflow.
- Stable welding quality: Submerged arc welding occurs beneath a flux layer, minimizing external disturbances. The resulting welds are uniform, aesthetically smooth, and structurally reliable.
3. Structural Stress Advantages
- Stress distribution: Although spiral weld seams are longer than straight seams, the principal stress is applied at an angle to the seam direction. Typically, the combined stress on SSAW welds is 60–85% of the main stress experienced by LSAW pipes.
- Crack resistance: In the event of accidental rupture, the spiral seam helps arrest crack propagation, unlike LSAW pipes, where cracks tend to extend rapidly along the longitudinal seam.
4. Geometric Accuracy & Physical Properties
- Dimensional precision: Modern SSAW lines are equipped with advanced gap control and automatic tracking systems, ensuring consistent pipe diameter and wall thickness.
- Residual stress: Compared to ERW (Electric Resistance Welded) pipes, SSAW introduces more complex residual stress during forming. This is typically mitigated through pipe expansion or optimized forming procedures.
5. Cost-Performance Balance
- Cost efficiency: SSAW equipment investment is generally lower than LSAW, and raw materials (coils) are more readily available, resulting in lower production costs.
- Wide application coverage:
- Low-pressure fluids: Water supply and drainage, dredging projects.
- Medium-to-high-pressure transmission: Oil and gas pipelines (commonly using API 5L X60 and other high-strength grades).
- Structural applications: Bridge piling, steel structural supports.
SSAW Manufacturing Process Flow (Simplified)
- Uncoiling: Steel coils are unwound.
- Leveling: Remove waves and bends in the steel strip.
- Edge Milling: Ensure precise strip width and weldability.
- Spiral Forming: Adjust spiral angle to form a cylindrical shape.
- Internal & External Welding: Double-sided submerged arc welding.
- NDT Testing (Ultrasonic / X-Ray): Real-time monitoring of weld quality.
- Cutting & Beveling: Cut to specified length and prepare pipe ends for welding.
III. Why API 5L X60 Coated SSAW Pipe is the Preferred Choice for High-Pressure Transmission Systems
Core Challenge: Oil and gas long-distance pipelines demand exceptional pressure resistance, safety, and durability. How can projects balance reliability with operational efficiency?
Optimal Solution: API 5L X60 Coated SSAW Pipe
- Enhanced Strength (X60 Steel Grade):
As a high-to-medium strength pipeline steel, X60 offers superior compressive performance compared to conventional steel grades. This ensures that pipelines remain robust under high-pressure impact, effectively preventing deformation and leakage. - Large-Diameter Capability (SSAW Process):
The Spiral Submerged Arc Welding (SSAW) process is designed for large-diameter applications. It not only meets the high-flow requirements of long-distance transmission but also delivers high production efficiency, helping projects reduce both costs and timelines. - Superior Durability (Advanced Coatings):
Integrated 3PE and FBE anti-corrosion coatings act as a “protective armor” for the steel pipe, providing outstanding resistance to soil corrosion and minimizing long-term maintenance costs.
IV. The Role of Anti-Corrosion Coatings in High-Pressure Systems
In high-pressure transmission systems, anti-corrosion coatings—such as 3PE, FBE, or epoxy linings—are far more than a superficial “jacket” for steel pipes. They are a critical component that ensures the safe and stable operation of the pipeline.
Here are the four key roles these coatings play in pressure systems:
1. Reducing Crack Risk and Ensuring Operational Safety
High-pressure pipelines constantly bear substantial wall stress. Even minor surface corrosion can lead to cracking under pressure, potentially causing catastrophic failures.
Practical impact: High-quality coatings like 3PE tightly adhere to the steel surface, sealing micro-gaps and preventing contact between steel, air, and water. This effectively prevents rust formation, thereby mitigating the risk of pipeline rupture.
2. Smoother Flow and Reduced Energy Costs
If the pipeline interior is rough, oil, gas, or water encounters friction, resulting in slower flow and higher pumping effort.
Practical impact: A smooth inner coating (friction-reducing lining) acts like waxing a slide. Fluid flows faster, increasing throughput by 5–10%, while reducing the workload on booster stations and saving significant electricity and fuel costs.
3. Extended Service Life and Reduced Maintenance
Buried pipelines are constantly exposed to moisture and corrosive substances in soil. Any leak requires costly excavation and may force line shutdowns.
Practical impact: The outer layer of 3PE forms a durable protective shell, resistant to abrasion and chemical corrosion. Combined with other protective measures, it can extend the service life of X60 steel pipes from 20 years to over 50 years, significantly reducing long-term maintenance needs.
4. Leak Prevention and Environmental Protection
Pipelines often traverse farmland, rivers, or populated areas. Even a small leak can contaminate soil and water, or trigger accidents.
Practical impact: A robust external coating acts as a protective shield, not only preventing corrosion but also cushioning the pipe against minor ground movements. This ensures leak prevention, protecting surrounding ecosystems and avoiding costly environmental liabilities.
V.API 5L X60 vs. X52 Performance Comparison Table
| Comparison Item | X52 Steel Grade | X60 Steel Grade | Performance Differences & Advantages |
|---|---|---|---|
| Yield Strength (min) | 360 MPa (52,000 psi) | 415 MPa (60,000 psi) | X60 offers ~15% higher yield strength, providing superior pressure-bearing capacity. |
| Tensile Strength (min) | 460 MPa (66,700 psi) | 520 MPa (75,400 psi) | X60 is more resistant to tensile forces, with enhanced rupture resistance. |
| Wall Thickness Design | Thicker | Thinner | For the same operating pressure, X60 allows reduced wall thickness, lowering pipeline weight. |
| Material Cost | Lower (unit price) | Slightly higher (unit price) | Although X60’s unit price is higher, reduced material usage often results in lower total project cost. |
| Weldability & Fabrication | Mature process, very easy to weld | Stable performance, slightly higher welding requirements | X60 maintains excellent weldability while providing higher strength. |
| Operating Pressure Range | Medium to low-pressure systems | Medium to high-pressure long-distance pipelines | X60 is specifically designed for higher-pressure operating conditions. |
| Project Positioning | Standard water, oil, and gas branch lines | Oil & gas trunk lines, large-scale energy projects | X60 is the “best value” choice for long-distance, high-pressure transmission. |
VI. Oil & Gas Application Scenarios
For API 5L X60 Coated SSAW Pipes, the most critical application lies in long-distance oil and gas transmission. These complex industrial scenarios can be categorized into three primary fields:
1. Onshore Oil & Gas Trunk Lines
This is where X60 spiral pipes see their largest volume usage. To transport energy from production sites (e.g., oil and gas fields) to cities located thousands of kilometers away, pipelines must withstand extremely high pressures.
Application Details: These pipelines typically have large diameters (610 mm and above) and are buried underground. The high strength of X60 steel allows safe operation under elevated pressures, often in the range of 8–12 MPa.
Coating Value: Traversing diverse terrains such as deserts and wetlands exposes pipelines to soil moisture and chemical corrosion. A 3PE coating acts as armor, preventing corrosion and ensuring decades of reliable service.
2. Urban Natural Gas Distribution Networks
Before natural gas reaches residential users, it passes through city gate stations and high-pressure ring networks for pressure regulation and distribution.
Application Details: High-pressure urban ring networks often utilize X60-grade pipes. These pipes maintain required flow rates while resisting ground settlement and compression that may result from urban expansion or road construction.
Corrosion Protection Focus: Urban environments are prone to stray currents, which can trigger electrochemical corrosion. A high-performance anti-corrosion coating combined with cathodic protection serves as a critical safeguard against leakage incidents in city areas.
3. Oilfield Gathering Lines & Processing Stations
Within oilfields, crude oil and natural gas collected from individual wells must be transported to central processing facilities.
Application Details: Fluids in this scenario are often complex, containing sand, water, or even hydrogen sulfide. Large-diameter X60 pipes manufactured via the SSAW (Spiral Submerged Arc Welded) process are commonly used for these medium- to large-sized gathering systems due to their cost-effectiveness and high performance.
Internal Corrosion Protection: To handle impurities in crude oil, the internal walls of the pipes are often coated with epoxy lining. This prevents internal rusting while reducing fluid friction—allowing oil and gas to flow more efficiently, much like a lubricated slide.


VII. Mechanical Properties and Chemical Composition of API 5L X60 Coated SSAW Pipe
1. Mechanical Properties
These properties determine the pressure resistance and deformation safety of the steel pipe.
| Performance Indicator | PSL1 Grade | PSL2 Grade | Description |
|---|---|---|---|
| Yield Strength Rt0.5 | 415 – 565 MPa | 415 – 565 MPa | Ensures the pipe will not undergo permanent deformation under high pressure |
| Tensile Strength Rm | ≥ 520 MPa | 520 – 760 MPa | Indicates the pipe’s ability to withstand maximum tensile loading before failure |
| Yield-to-Tensile Ratio (Rt0.5 / Rm) | No mandatory requirement | ≤ 0.93 | PSL2-specific requirement ensuring adequate material ductility |
| Elongation (Af) | Calculated per formula | Calculated per formula | Ensures ductility during bending or ground settlement conditions |
| Impact Toughness (CVN) | Not mandatory | Mandatory compliance required | PSL2 requirement to prevent brittle fracture under low-temperature or high-pressure conditions |
2. Chemical Composition
The chemical composition is designed to balance strength, toughness, and weldability. The following represents typical maximum values (%) for seamless or welded pipes.
| Element | PSL1 (Max %) | PSL2 (Max %) | Function Description |
|---|---|---|---|
| Carbon (C) | 0.28 | 0.24 | Increases strength, but excessive carbon reduces weldability |
| Manganese (Mn) | 1.40 | 1.40 | Key strengthening element that improves toughness |
| Phosphorus (P) | 0.030 | 0.025 | Impurity; stricter control in PSL2 to reduce brittleness |
| Sulfur (S) | 0.030 | 0.015 | Impurity; lower content improves weldability and crack resistance |
| Niobium / Vanadium / Titanium (Nb/V/Ti) | Permitted additions | Permitted additions | Microalloying elements that refine grain structure and enhance strength |
| Carbon Equivalent (Ceq) | No mandatory requirement | ≤ 0.43 | Critical indicator; lower values improve field weldability |
3. Performance Analysis and Application Recommendations
Choosing Between PSL1 and PSL2:
- PSL1: Ideal for general fluid transport, low-pressure waterworks, or structural applications. It offers excellent cost-effectiveness.
- PSL2: Mandatory for high-pressure, long-distance oil and gas pipelines. PSL2 imposes impact toughness testing, carbon equivalent limits, and stricter chemical composition controls, ensuring the pipeline will not experience catastrophic chain fractures under extreme pressure.
VIII. Oil & Gas Applications: FAQ on X60 Coated SSAW Pipes
Q1: Does the spiral weld seam create a “stress concentration” risk that could lead to rupture under high pressure?
Description:
Compared with longitudinally welded pipes, SSAW pipes have longer weld seams. Some users are concerned that under ultra-high pressure transmission, longer weld seams may increase the risk of leakage or rupture.
Answer:
This is a common misconception from a mechanical standpoint. In reality, the spiral weld seam is oriented at an angle to the main stress direction of the pipeline. As a result, the combined stress acting on the weld is only 60%–85% of that in LSAW (longitudinal welded) pipes.
Mitigation:
Selecting PSL2 grade is essential. PSL2 requires mandatory fracture toughness testing (Charpy impact test) and 100% full-length non-destructive testing (UT + RT). These requirements effectively eliminate concerns related to weld length and even provide better resistance to longitudinal crack propagation.
Q2: What should be done if 3PE coating is damaged (“bare steel exposure”) during construction?
Description:
Buried pipelines often pass through desert, gravel, or rocky terrain. Although 3PE coatings offer excellent corrosion resistance, they can be damaged during transportation or backfilling with stones.
Answer:
Mechanical damage is one of the primary causes of coating failure.
Mitigation:
For harsh terrains, it is recommended to install an additional Rock Shield layer over the 3PE coating or use fine soil backfilling. In addition, 100% holiday detection (spark testing) must be carried out before trench backfilling to ensure there are no pinholes exposing the steel substrate.
Q3: How can excessive hardness in the Heat-Affected Zone (HAZ) during field welding of X60 steel be controlled?
Description:
As a high-strength steel, X60 may develop a hard and brittle HAZ if cooling is too rapid during field welding, increasing the risk of cold cracking.
Answer:
Weldability is directly related to carbon equivalent (Ceq).
Mitigation:
- Strictly control Ceq ≤ 0.43 during procurement
- Apply appropriate preheating (typically 100–150°C) depending on wall thickness
- Use low-hydrogen welding consumables
These measures effectively reduce hydrogen content, lower hardness, and prevent stress-induced cracking during long-term high-pressure operation.
Q4: Do out-of-roundness and misalignment in SSAW pipes affect field welding efficiency?
Description:
During spiral forming, SSAW pipes may exhibit slight ovality or wall thickness variation, making it difficult to align two pipe ends during field welding.
Answer:
Yes. This primarily affects construction efficiency and weld quality.
Mitigation:
- Require end expansion (pipe end sizing/expanding) at the factory to improve dimensional accuracy
- Use professional internal or external alignment clamps (line-up clamps) during field welding
- Minor misalignment can be corrected through proper bevel grinding and multi-pass welding techniques
Q5: How can internal corrosion and scaling be prevented when pipeline flow resistance increases?
Description:
If natural gas contains trace moisture or impurities, long-term operation may lead to internal corrosion and scaling in X60 pipes, increasing friction resistance and causing higher energy consumption and pressure loss.
Answer:
External coating protection alone is not sufficient—internal protection is often overlooked.
Mitigation:
Apply an Internal Flow (anti-drag) Epoxy Coating. This thin epoxy layer not only prevents corrosion but also significantly reduces internal friction, allowing fluids to flow more smoothly.
Studies show that internal flow coatings can improve transmission efficiency by approximately 5%, and the long-term energy savings far exceed the coating cost.
Q6: Can stray current in buried environments penetrate anti-corrosion coatings?
Description:
When pipelines are installed near railways, high-voltage power grids, or industrial facilities, stray currents in the soil may accelerate electrochemical corrosion of X60 steel and potentially penetrate the 3PE coating.
Answer:
Coatings act as electrical insulation, but they are not sufficient as a standalone protection system.
Mitigation:
A Cathodic Protection (CP) system must be implemented. Anti-corrosion coating and cathodic protection work as a dual protection system:
- Coating provides about 99% of corrosion protection
- Cathodic protection safeguards areas where the coating is damaged (the remaining ~1%)
Regular monitoring of CP current distribution and potential is the most effective method to prevent sudden perforation caused by external electrochemical activity in high-pressure pipelines.
]]>The API 5L X52 coated spiral steel pipe is a high-performance pressure pipe manufactured strictly according to the API 5L standard of the American Petroleum Institute (API). It combines high-strength X52 grade steel, the flexible Spiral Submerged Arc Welding (SSAW) process, and advanced anti-corrosion coating technologies, making it a mainstream choice for long-distance oil and gas transportation as well as municipal pipeline networks.
1. Material Overview: X52 Steel Grade
The designation “X52” indicates the steel’s minimum yield strength level. Under the API 5L standard:
- Yield Strength: Minimum 52,000 psi (~360 MPa)
- Performance Characteristics: Compared to conventional carbon steel (e.g., Grade B or X42), X52 offers a higher strength-to-weight ratio. This allows for thinner pipe walls under the same operating pressure, reducing material costs and transportation expenses.
- Application Standards: Typically supplied under PSL1 and PSL2 product specification levels.
2. Structural Process: Spiral Steel Pipe
A spiral steel pipe is produced by rolling low-carbon or low-alloy structural steel strips at a predefined spiral angle (known as the forming angle) into a cylindrical billet, then welding the longitudinal seam.
- Manufacturing Method: Double-sided submerged arc welding (DSAW).
- Advantages:
- Large-diameter capability: Narrow steel strips can produce pipes with large outer diameters.
- Dimensional Accuracy: Continuous production ensures excellent roundness and straightness.
- Stress Distribution: The spiral seam can offer superior stress distribution under certain high-pressure conditions compared to longitudinal welded pipes.
3. Key Value Addition: Anti-Corrosion Coating
To extend the service life of steel pipes in underground, aquatic, or harsh atmospheric environments, protective coatings are applied to the pipe surface.
- Common Coating Types:
- 3LPE: The most widely used solution, combining the adhesion of epoxy powder with the mechanical damage resistance of polyethylene.
- FBE (Fusion Bonded Epoxy): Provides excellent corrosion resistance and cathodic disbondment protection.
- Epoxy Coal Tar / Cement Mortar: Often used in water transportation pipelines.
- Function: The coating acts as a physical barrier, effectively isolating the steel from moisture, oxygen, and chemical substances in the soil, thereby preventing chemical and electrochemical corrosion.
II. Characteristics and Strength Explanation of X52 Steel Grade
For API 5L X52 steel grade, its core value lies in its position at the “golden balance point” of carbon steel pipeline grades. It is stronger than standard grades such as Grade B or X42, while remaining significantly more cost-efficient in fabrication and welding compared to ultra-high-strength grades like X70 and X80.
1. Strength Parameters
| Performance Indicator | Imperial Unit (psi) | Metric Unit (MPa) |
|---|---|---|
| Minimum Yield Strength | 52,200 psi | 360 MPa |
| Minimum Tensile Strength | 66,700 psi | 460 MPa |
| Yield-to-Tensile Ratio | ≤ 0.93 (PSL2 only) | – |
- Yield Strength: The stress point at which the steel begins to undergo permanent (plastic) deformation. X52 indicates that the pipe can withstand at least 360 MPa of stress without permanent deformation.
- Tensile Strength: The maximum stress the pipe can endure before fracture occurs.
2. Key Characteristics of X52 Steel Grade
Excellent Weldability
Thanks to its low carbon content and controlled carbon equivalent (CEV), X52 effectively minimizes the risk of cold cracking during field girth welding, while also reducing or eliminating the need for extensive preheating procedures.
High Cost Efficiency & Lightweight Design
Compared with lower grades such as X42, X52 allows for reduced wall thickness under the same design pressure, leading to significant savings in:
- Material procurement costs
- Long-distance transportation expenses
- Lifting and installation costs
Balanced Mechanical Performance
X52 offers an excellent balance of strength, toughness, and ductility. In particular, PSL2-grade pipes are subjected to Charpy V-notch (CVN) impact testing, ensuring reliable performance and resistance to brittle fracture under low-temperature or extreme operating conditions.
3. Key Differences Between API 5L PSL1 and PSL2
| Comparison Item | PSL1 (Standard Grade) | PSL2 (High-Spec Grade) |
|---|---|---|
| Definition & Application | General-purpose standard for low-pressure or non-critical environments | Strict standard for high-pressure and critical oil & gas applications |
| Chemical Composition | Only upper limits for key elements; wider allowable range | Strict control of C, P, and S content for improved stability |
| Strength Requirements | Only minimum yield strength specified | Defined strength range, including maximum limits to prevent over-hardening |
| Impact Toughness | Not required | Mandatory Charpy V-notch (CVN) impact testing |
| Yield-to-Tensile Ratio | Not specified | Required to be ≤ 0.93 to ensure ductility |
| Weldability | General; no strict carbon equivalent limitation | Excellent; strict control of carbon equivalent (CEV) for field welding |
| Traceability | Basic production traceability only | Full traceability for each pipe, including heat number and batch records |
| Non-Destructive Testing (NDT) | Sampling or basic inspection | 100% full-body and full weld seam NDT inspection required |
III. Application Scenarios
For ease of reading and quick comprehension, the application scenarios of API 5L X52 coated spiral steel pipe can be summarized into three core sectors:
- Energy Transportation (Oil & Gas)
This is the most classic application of X52 steel grade. It achieves an optimal balance between strength and cost, making it the preferred choice for medium- to high-pressure pipelines.
- Natural Gas Networks: Suitable for urban gas transmission mains and high-pressure natural gas pipelines.
- Oil Transportation: Ideal for long-distance crude oil and refined petroleum pipelines.
- Acidic Media Transport: PSL2-certified X52 pipes can handle oil and gas resources containing corrosive components.
- Water Infrastructure (Water Supply & Wastewater)
Thanks to the SSAW spiral pipe’s capability for large-diameter production, X52 coated pipes are indispensable in water-related projects.
- Long-Distance Water Diversion: Used in cross-regional large-scale water conveyance projects and main supply pipelines crossing multiple districts.
- Municipal Drinking Water: When combined with drinking-water-grade internal epoxy lining (e.g., IPN8710) and external 3LPE coating, it ensures water quality safety and a service life of up to 50 years.
- Wastewater Management: Utilized for municipal sewage interceptor mains and deep-sea discharge pipelines, leveraging its excellent corrosion resistance.
- General Industrial Applications (Fluid Transport & Structural Support)
- Power Plants & District Heating: Employed in thermal power plant cooling water circuits and insulated piping for urban district heating systems.
- Mining & Dredging: Suitable for slurry and tailings pipelines, as well as mud discharge pipelines in port dredging projects.
- Piling & Structural Support: Leveraging X52’s high-strength properties, these pipes are frequently used for foundation steel pipe piles in docks, bridges, and high-rise buildings.
Application Recommendation Table
| Application Sector | Recommended Configuration | Core Value |
|---|---|---|
| High-Pressure Gas | X52 PSL2 + 3LPE Coating | Exceptional corrosion resistance and fracture toughness |
| Long-Distance Water Supply | X52 PSL1 + Internal Epoxy / External 3PE | Large-diameter, high-flow capability with sanitary and anti-corrosion performance |
| Industrial Cooling Water | X52 PSL1 + Epoxy Coal Tar / FBE | Cost-effective solution meeting basic pressure and durability requirements |
| Civil Engineering Foundations | X52 (Bare Pipe or Anti-Rust Coating) | High strength with stable structural support |
IV. API 5L X52 vs. X60 vs. X65: Which Grade is Best for Your Project?
Simply put, these three steel grades are like the “engine displacement” of a car: the higher the number, the greater the pressure capacity and the more demanding the engineering applications it can support.
- Core Comparison Table
| Dimension | X52 (Economical All-Rounder) | X60 (High-Performance Grade) | X65 (Premium Extreme Grade) |
|---|---|---|---|
| Strength Level | Medium (360 MPa) | High (415 MPa) | Ultra-High (450 MPa) |
| Wall Thickness | Relatively thick | Medium | Thinnest (significant weight reduction) |
| Welding Difficulty | Very easy, suitable for rapid construction | Moderate, requires attention to process | Challenging, requires specialized welding equipment |
| Material Cost | Lowest (high cost-performance ratio) | Moderate | Highest |
| Application Distance | Short to medium distances, urban networks | Long-distance, interprovincial pipelines | Extra-long distance, transnational or subsea pipelines |
- In-Depth Breakdown
A. Strength – More than Just “Hardness”
X52: Comparable to a fitness enthusiast—capable of handling the majority of routine heavy-duty tasks.
X65: Comparable to a professional weightlifter. Thanks to its high pressure tolerance, X65 pipes can be designed with thinner walls than X52 while still ensuring pipeline safety under high pressure.
B. Cost – Higher Purchase Price vs. Long-Term Savings
On a per-ton basis, X65 is more expensive than X52.
However, in pipelines spanning hundreds of kilometers, the higher strength of X65 allows for lighter, thinner pipes, reducing total steel weight. This leads to lower transportation, lifting, and overall material costs, which explains why high-grade steel is preferred for large-scale projects.
C. Construction – Ease vs. Precision
X52: With excellent carbon control, field welders prefer X52. It is less prone to cracking during welding, offering a higher margin for error.
X65: To achieve higher strength, X65 contains additional microalloying elements (e.g., niobium, vanadium). Welding requires strict control of current and temperature, otherwise the weld can become brittle.
- How to Choose (Practical Guidance)
Recommended for X52:
- Pipelines located mainly within urban areas, water treatment plants, or low-pressure oil & gas branches.
- Construction teams with average skill levels or projects where speed is a priority.
- Smaller one-time procurement volumes, as X52 is generally readily available in the market.
Recommended for X60 / X65:
- Projects involving extra-long, high-pressure transmission mains (e.g., interprovincial natural gas pipelines).
- Engineering in subsea, mountainous, or extreme cold regions, where lightweight materials and tear resistance are critical.
- Availability of a professional welding team and strict quality inspection processes.
V. API 5L Steel Pipe Quality Inspection Core Items Table
| Inspection Category | Test Item | Why It Matters (Value) | Notes |
|---|---|---|---|
| Material Verification | Chemical Composition Analysis | Ensures C, S, P, and other elements are within limits, guaranteeing weldability and preventing brittleness. | Mandatory for each heat number |
| Tensile Test | Measures the pipe’s strength to ensure it will not deform or burst under design pressure. | Determines yield and tensile strength | |
| Charpy Impact Test | Simulates low-temperature or extreme impact conditions, verifying the pipe’s toughness. | Mandatory for PSL2 | |
| Dimensional Accuracy | Geometric Measurements | Checks outer diameter, wall thickness, and ovality to ensure precise alignment during installation, improving welding efficiency. | Affects field installation speed |
| Weight Verification | Confirms wall thickness by checking pipe weight, preventing material underuse. | Ensures full material usage | |
| Critical Safety | Hydrostatic Test | Each pipe is filled with water and pressurized to simulate real operating conditions, ensuring 100% leak-free performance. | Tested individually |
| Non-Destructive Testing (NDT) | Uses ultrasonic or X-ray inspection to “scan” the pipe for internal defects like pores or cracks that are invisible to the naked eye. | Mandatory for spiral welds | |
| Surface Quality | Visual Inspection | Checks the pipe surface for laps, scratches, or coating blisters. | Impacts corrosion protection lifespan |
| Coating Adhesion Test | For coated pipes, tests the bond strength of the anti-corrosion layer to ensure the pipe remains rust-free underground for decades. | Applicable to 3LPE/FBE coatings |
Practical Tips for Procurement and Acceptance: Avoiding Common Pitfalls
- Material Test Certificate (MTC)
Core Value: Acts as the pipe’s “identity card.”
Key Checkpoints: Verify the steel grade (X52), standard (API 5L), and whether the certificate specifies PSL1 or PSL2 compliance. - Hydrostatic Test Records
Core Value: Provides the minimum assurance that the pipeline will not burst or leak under operating pressure.
Key Checkpoints: API 5L requires that every single pipe undergoes hydrostatic testing, not just a random sample. - Non-Destructive Testing Reports (UT/RT)
Core Value: For spiral welded pipes (SSAW), the spiral seam is a critical stress point.
Key Checkpoints: Ensure that the entire length of the weld seam has been inspected using ultrasonic testing (UT) or radiographic testing (RT).
VI. Engineering Procurement Guide
When procuring API 5L X52 coated spiral steel pipes for projects, the core principle is to strike the right balance between cost and performance. Blindly pursuing the lowest price may result in high maintenance costs later, while over-specifying for performance can lead to unnecessary budget overspend.
1. Cost Considerations
| Focus Area | Optimization Recommendation | Value |
|---|---|---|
| Steel Grade Selection (X52) | Leverage X52’s higher strength to allow wall-thickness reduction compared to X42. | Reduces steel tonnage and directly lowers raw material expenditure. |
| Logistics & Transportation | Spiral pipes feature large diameter and lightweight design. | Optimize stacking and nested transport (small pipes inside larger ones) to reduce freight costs. |
| Coating Selection | Choose based on soil corrosivity: FBE for standard conditions, 3LPE for harsh environments. | Prevent over-specifying expensive coatings in low-corrosion areas. |
| Timing of Procurement | Monitor iron ore and hot-rolled coil (steel billet) price trends. | Lock in prices during market lows to mitigate price surge risks. |
2. Performance Considerations (Ensuring Project Safety)
A. Weldability
Focus: Carbon Equivalent (CEq)
Rationale: While X52 has good strength, a high CEq can cause cold cracking during field welding. Ensure the manufacturer provides a detailed chemical composition report to guarantee easy weldability and reduce on-site rework.
B. Anti-Corrosion Coating Quality
Focus: Coating adhesion strength and spark testing.
Rationale: Underground pipelines are expected to serve for decades. Any poor adhesion or pinholes in the coating can lead to rapid corrosion. Require 100% spark testing for defect detection.
C. Dimensional Consistency
Focus: Pipe-end roundness and perpendicularity.
Rationale: If stress is not properly controlled during spiral pipe production, the pipe ends may deform into an ellipse, making field alignment and welding difficult and time-consuming, delaying project progress.
3. Procurement Decision Balance: Cost vs. Performance
| Procurement Aspect | When to Prioritize “Low Cost” | When to Prioritize “High Performance” |
|---|---|---|
| Product Specification | PSL1 (suitable for municipal water supply, standard support piles) | PSL2 (for high-pressure gas, cross-border oil & gas pipelines) |
| Testing Frequency | Basic sampling in accordance with national standards/API | Third-party supervision required, including full-length NDT |
| Supplier Qualification | Tier-2 manufacturers with basic production permits | Tier-1 manufacturers with API 5L license, proven track record in large-scale projects |
| Anti-Corrosion Coating | Epoxy coal tar or standard anti-rust paint | 3LPE (three-layer polyethylene) or internal/external plastic-coated |
VII. Frequently Asked Questions (Engineering Procurement FAQ)
Q1: My project specification requires X52 steel, but X60/X65 pipes are more commonly available in the market. Can they be used as substitutes?
Answer:
This is usually because higher-grade steels (X60 and above) have broader applicability. From a technical standpoint, higher-strength grades can generally substitute lower grades (upgrading compatibility), but the following conditions must be strictly met:
- Same Wall Thickness: The wall thickness must not be reduced unless the design authority recalculates pressure ratings.
- Welding Compatibility: Higher grades may have slightly higher carbon equivalent (CEq), so compatibility with field welding consumables must be verified.
- Cost Evaluation: Although the unit price may be higher, in many cases substitution is still cost-effective if it shortens construction time and improves availability.
Q2: Which offers better cost-performance: 3LPE coating or FBE coating?
Answer:
This depends on the pipeline’s design life expectancy and installation environment:
- FBE (Fusion Bonded Epoxy):
- Lower cost with excellent adhesion. Suitable for projects with good soil conditions and short transportation distances. However, it has relatively weak impact resistance and is prone to mechanical damage.
- 3LPE (Three-Layer Polyethylene):
- A composite system consisting of epoxy primer + adhesive layer + polyethylene outer layer. Although typically 15%–20% more expensive, it offers outstanding resistance to impact, acid, and alkali.
Value Recommendation:
For long-distance transportation, complex terrain, or cross-regional projects, 3LPE provides “zero-repair” performance benefits that far outweigh its initial cost premium.
Q3: Why are spiral welded pipes (SSAW) generally cheaper than longitudinal welded pipes (LSAW)? Does this mean lower quality?
Answer:
The price difference is driven by manufacturing efficiency, not quality differences:
- SSAW pipes are produced continuously from steel coils, resulting in higher production efficiency and better material utilization.
- LSAW pipes are manufactured from individual steel plates, requiring more complex forming and tooling processes, which increases production cost.
Value Recommendation:
For API 5L X52 applications, SSAW pipes fully meet performance requirements in medium-to-low pressure oil & gas transmission and water supply systems. LSAW pipes are only necessary in extremely high-pressure applications, severe geological risk zones, or deep offshore pipelines.
Q4: When reviewing the Material Test Certificate (MTC), which key data should I focus on?
Answer:
Do not rely solely on the compliance stamp. Focus on the following three critical parameters:
- Yield Strength: Must be ≥ 360 MPa for X52 grade.
- Carbon Equivalent (CEV / Pcm): For X52, it is recommended to be controlled below 0.43%, as it directly affects the risk of field weld cracking.
- Hydrostatic Test Pressure: Ensure each pipe’s actual test pressure meets design requirements—this is the final safety baseline against pipeline failure.
Q5: Is API 5L PSL2 always better than PSL1? Should I pay extra for it?
Answer:
PSL2 is not just “better”—it is more stringent and safer.
- For pipelines transporting natural gas, refined oil, or installed near residential areas, PSL2 is mandatory. It requires impact toughness testing (to prevent brittle fracture under impact) and stricter chemical composition limits.
- For municipal water supply systems or temporary structural piling, PSL1 offers better cost efficiency and is generally sufficient without the need for PSL2-level specifications.
Q6: How much impact can out-of-tolerance pipe roundness have on construction efficiency?
Answer:
This is one of the most frequently overlooked hidden cost factors in procurement.
If pipe ends are not perfectly round (i.e., become ovalized), field alignment becomes difficult, and welders must spend significantly more time on correction and forced alignment.
- Impact: Welding efficiency may decrease by over 50%, while also increasing the risk of weld defects and NDT rejection rates.
- Recommendation: Procurement contracts should clearly specify that pipe end roundness tolerance must be controlled within D ± 1%, and incoming inspection should use ring gauges or measuring tapes for random checks.