I. Buried Pipeline Corrosion Environment and Major Risk Factors
Buried pipelines are not located in a truly “isolated and safe” environment; instead, they are continuously exposed to multiple corrosion mechanisms:
(1) Soil Electrochemical Corrosion
Different soils vary in electrical resistivity, pH value, and moisture content, creating micro-current environments that continuously drive electrochemical corrosion of steel.
(2) Groundwater and Moisture Effects
Long-term exposure to humid conditions or groundwater immersion forms an electrolyte environment, accelerating metal oxidation reactions.
(3) Chemical Ion Corrosion
Chloride ions, sulfates, and industrial pollutants significantly increase corrosion rates, particularly in coastal and industrial regions where exposure is more severe.
(4) Stray Current Corrosion
Stray currents generated by rail transit systems, trams, and industrial electrical equipment can interfere through the soil and induce localized, high-intensity corrosion on pipelines.
(5) Microbiologically Influenced Corrosion (MIC)
In anaerobic environments, sulfate-reducing bacteria (SRB) and other microorganisms produce acidic substances that directly damage the steel structure and accelerate degradation.

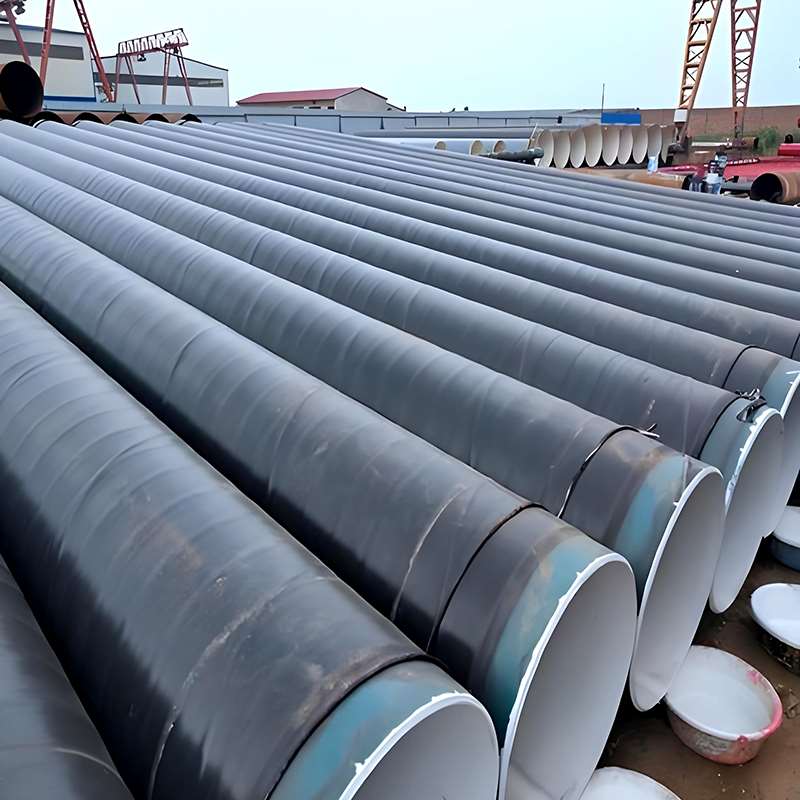
II. 3PE Anti-Corrosion Structure and Working Principle
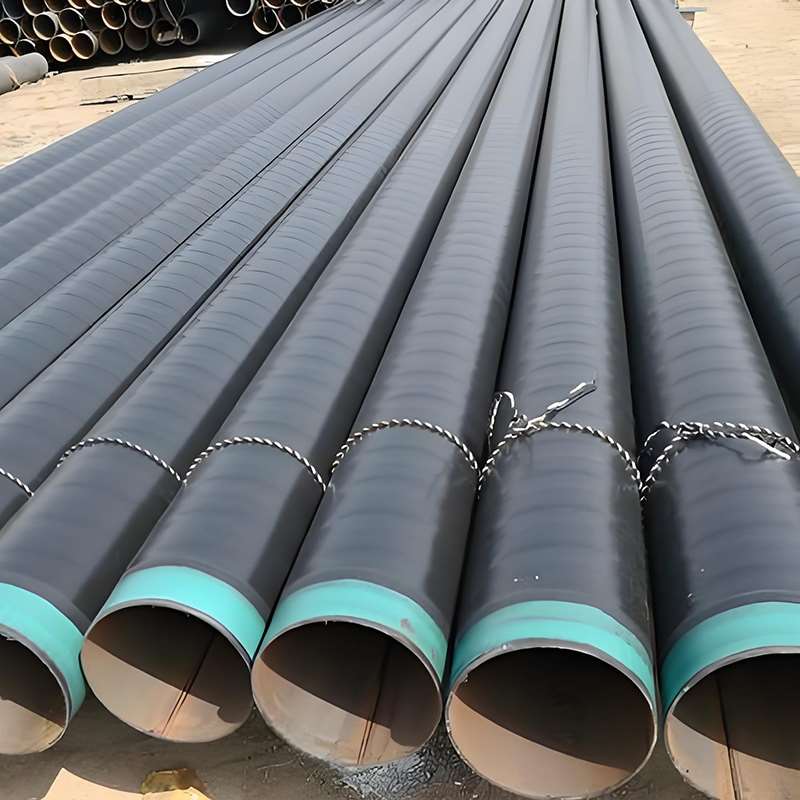
The Underground 3PE Anti-corrosion Spiral Steel Pipe adopts a three-layer composite protective system, combining chemical resistance and mechanical protection:
① FBE (Fusion Bonded Epoxy) Primer Layer
This inner layer is directly applied onto the steel surface, forming a high-adhesion corrosion-resistant barrier with excellent chemical resistance against corrosive media.
② Adhesive Layer (Middle Layer)
This layer acts as a bonding bridge, ensuring strong adhesion between the epoxy layer and the outer polyethylene layer, preventing interlayer separation or delamination.
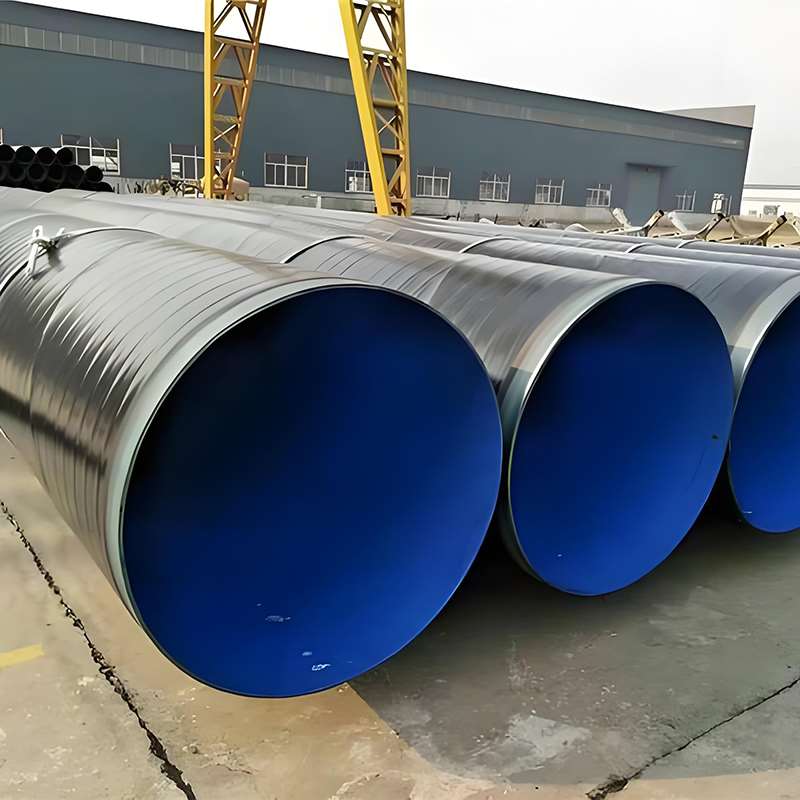
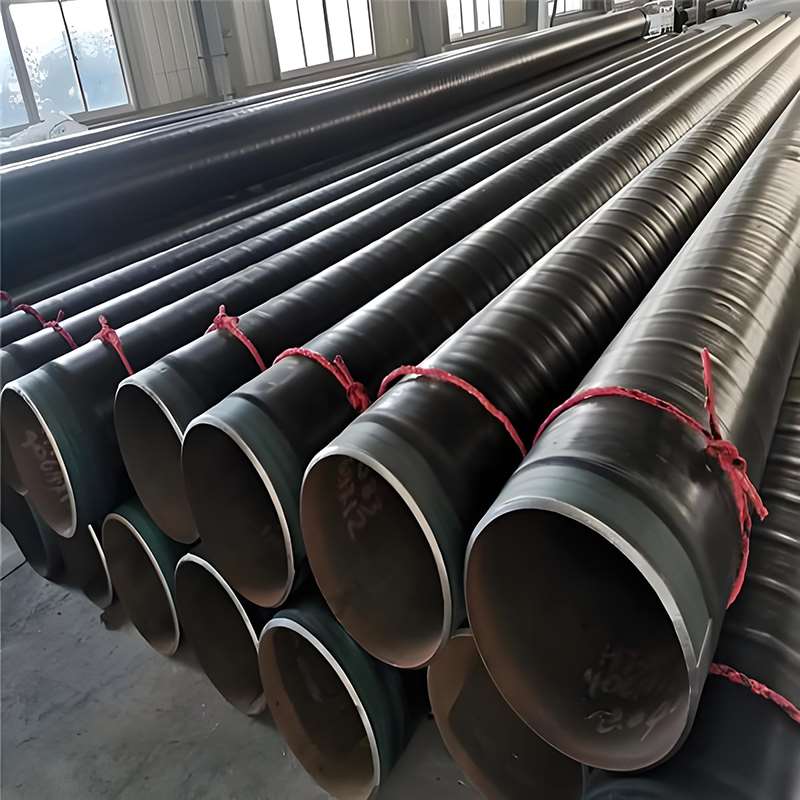
③ PE (Polyethylene) Outer Layer
The outer protective layer provides mechanical strength, resisting soil pressure, impact damage, and moisture penetration, ensuring long-term physical protection of the pipeline system.
III. Service Life: Why Can It Reach 30–50 Years?
Under proper engineering design, standardized manufacturing, and correct installation conditions, the Underground 3PE Anti-corrosion Steel Pipe can typically achieve a stable service life of 30–50 years. This long service life is primarily the result of multiple protective mechanisms working in synergy:
1. Excellent Resistance to Water and Oxygen Permeation
The outer polyethylene (PE) layer has extremely low water absorption, effectively blocking moisture and oxygen from reaching the steel surface, thereby slowing down corrosion reactions at the source.
2. High Resistance to Cathodic Disbondment
The fusion bonded epoxy (FBE) layer forms a strong bond with the steel substrate. Even if local coating damage occurs, it can effectively prevent corrosion from spreading to surrounding areas.
3. Strong Mechanical Impact Resistance
The polyethylene outer layer provides excellent toughness, allowing it to withstand backfilling pressure, mechanical impact, and abrasion during construction without significant coating damage.
4. Good Low-Temperature Performance
In cold regions or low-temperature buried environments, the coating system maintains stable physical properties and is not prone to embrittlement or cracking.
IV. Municipal and Underground Engineering Applications and Selection Guidelines
The Underground 3PE Anti-corrosion Steel Pipe is widely used in municipal and underground engineering projects. However, different application scenarios require different levels of corrosion protection, steel pipe standards, wall thickness design, and auxiliary protection systems. Proper selection directly affects service life, operational safety, and maintenance costs.
1. Urban Water Supply and Transmission Systems
Applications:
- Urban primary water supply networks
- Drinking water distribution pipelines
- Long-distance water transmission projects
- Secondary water supply trunk lines
Selection Guidelines:
- Coating grade: Normal-duty or Heavy-duty 3PE
- Pipe types: LSAW / SSAW / Seamless steel pipes (depending on pressure requirements)
- Design focus: Coordination of internal and external corrosion protection to avoid water contamination
- Recommended system: Cathodic protection system (for medium to large-scale projects)
2. Natural Gas and City Gas Distribution Networks
Applications:
- Urban gas transmission trunk lines
- Regional gas distribution pipelines
- Industrial park gas supply systems
Selection Guidelines:
- Coating grade: Heavy-duty or Extra-heavy-duty 3PE
- Steel standard: API 5L PSL2 preferred
- Wall thickness design: Based on high safety factor requirements
- Mandatory systems: Cathodic protection + insulating joints
3. Crude Oil and Refined Oil Long-Distance Pipelines
Applications:
- Crude oil transmission pipelines
- Refined oil pipelines (gasoline, diesel, etc.)
- Inter-regional energy transportation networks
Selection Guidelines:
- Coating grade: Extra-heavy-duty 3PE
- Steel grades: API 5L X52 / X60 / X65 or higher
- Design focus: Impact resistance and soil stress resistance
- Recommended system: Dual protection of 3PE coating + cathodic protection
4. Municipal Drainage and Wastewater Networks
Applications:
- Stormwater drainage systems
- Sewage transmission pipelines
- Urban wastewater trunk lines
Selection Guidelines:
- Coating grade: Normal-duty or Heavy-duty 3PE
- Key requirement: Strong chemical resistance (sulfides, acidic environments)
- Optional internal coating: Cement mortar lining or epoxy internal coating
- Construction focus: Prevent mechanical damage to the coating during installation
5. Underground Utility Tunnel (Comprehensive Pipe Gallery) Projects
Applications:
- Water supply and drainage systems in utility tunnels
- Energy and communication support pipelines
- Integrated urban underground pipeline networks
Selection Guidelines:
- Coating grade: Heavy-duty 3PE
- Design focus: Resistance to external forces in confined spaces
- Recommended configuration: High-toughness PE outer layer
- Construction requirement: Strict protection of coating integrity during installation
6. Industrial Park Underground Pipeline Networks
Applications:
- Industrial circulating water systems
- Chemical media pipelines (non-severely corrosive media)
- Plant energy transmission systems
Selection Guidelines:
- Coating grade: Selected based on medium corrosivity (Normal/Heavy-duty)
- Optional internal coating: Epoxy lining for additional protection
- Steel grade: Determined according to pressure rating
- Recommendation: Periodic inspection and cathodic protection system implementation
V. 3PE Anti-corrosion Steel Pipe International Standard
| Category | Standard Number | Standard Name | Application Scope | Main Function |
|---|---|---|---|---|
| Steel Pipe Body Standard | API 5L | American Petroleum Institute Specification for Line Pipe | Oil and gas transmission pipelines | Defines steel pipe strength, toughness, and weldability requirements |
| Steel Pipe Body Standard | ISO 3183 | International Standard for Line Pipe | Global oil, gas, and water transmission projects | Harmonized with API system for unified international requirements |
| Steel Pipe Body Standard | EN 10208 | Steel pipes for pipelines for combustible fluids | Gas and liquid transmission systems | Applicable to European pipeline projects |
| Coating & Corrosion Protection Standard | ISO 21809-1 | External coatings for buried or submerged pipelines | International oil and gas pipeline engineering | Specifies requirements for 3PE coating structure and performance (core standard) |
| Coating & Corrosion Protection Standard | DIN 30670 | Polyethylene coatings for steel pipes (Germany) | European corrosion protection projects | Defines PE coating thickness and performance requirements |
| Coating & Corrosion Protection Standard | CSA Z245.21 | External polyethylene coating for pipes | North American oil and gas pipeline projects | Controls coating quality and long-term durability |
| Coating Process Standard | Sa 2.5 Blasting Standard | Surface preparation cleanliness grade | All 3PE coating production processes | Improves coating adhesion performance |
| Coating Process Standard | FBE Process Specification | Fusion bonded epoxy coating process | Anti-corrosion primer layer treatment | Provides fundamental chemical corrosion protection |
| Coating Process Standard | PE Extrusion Process | Polyethylene outer layer application process | External protective coating manufacturing | Provides mechanical protection and waterproofing performance |
| Quality Inspection Standard | Pull-off Test | Adhesion strength test | Coating performance inspection | Measures bonding strength between coating and steel substrate |
| Quality Inspection Standard | Cathodic Disbondment Test | Cathodic disbondment resistance test | Anti-corrosion performance evaluation | Evaluates coating resistance to disbondment under cathodic protection |
| Quality Inspection Standard | Holiday Detection | Spark testing (pinhole detection) | Coating integrity inspection | Detects pinholes and coating defects |
| Quality Inspection Standard | Impact Test | Impact resistance test | Transportation and construction performance | Verifies resistance to mechanical damage |
| Quality Inspection Standard | Thickness Test | Coating thickness measurement | Factory quality control | Ensures coating uniformity and compliance |
VI. FAQ
1. What factors should be considered when selecting 3PE anti-corrosion steel pipes?
When selecting 3PE coated steel pipes, price should not be the only consideration. Instead, the following engineering conditions must be evaluated comprehensively:
- Type of conveyed medium (oil, gas, water, wastewater, etc.)
- Soil corrosion level (alkaline soil, high-moisture areas, industrially polluted zones)
- Operating pressure and design temperature
- Required service life (30-year or 50-year design life)
- Whether a cathodic protection (CP) system is required
Key recommendation:
The more complex the environment, the higher the required coating grade (Normal → Standard/Medium → Reinforced/Extra-heavy-duty).
2. What is the difference between Normal-duty, Medium-duty, and Extra-heavy-duty 3PE coatings?
The main difference lies in coating thickness and overall protection performance:
- Normal-duty: Suitable for low-corrosion environments
- Medium-duty (Standard): Suitable for general municipal and water pipeline systems
- Extra-heavy-duty (Reinforced): Suitable for long-distance oil & gas pipelines and highly corrosive environments
Selection guidance:
- Urban water supply → Normal-duty / Medium-duty
- Gas and industrial pipeline networks → Medium-duty
- Long-distance oil and gas transmission → Extra-heavy-duty
3. Can 3PE coated steel pipes be used for high-temperature pipelines?
3PE coated steel pipes are primarily designed for ambient or low-temperature buried pipeline applications and are not suitable for long-term high-temperature service.
- The PE outer layer loses performance at elevated temperatures
- Prolonged high temperatures can affect coating stability
- Continuous high-temperature transport applications are generally not recommended
4. Why do 3PE Coated Spiral Steel Pipes still require cathodic protection?
Although the 3PE coating system provides excellent corrosion resistance, long-term field conditions may still lead to:
- Construction or handling scratches
- Weak points at field joint coating areas
- Long-term soil stress effects
The role of cathodic protection (CP) is to:
- Prevent corrosion propagation at coating damage points
- Provide a secondary line of defense
- Extend overall pipeline service life
5. How should 3PE coating grades be selected based on soil conditions?
Different soil environments determine the required coating grade:
- Low-corrosion soil (dry, low salinity): Normal-duty
- Medium-corrosion soil (urban areas, typical groundwater conditions): Medium-duty
- High-corrosion soil (alkaline soil, industrial zones, coastal areas): Extra-heavy-duty
6. What is the most common mistake in selecting 3PE coated steel pipes?
The most common mistake is selecting pipes based solely on price while ignoring engineering conditions.
Typical issues include:
- Using Normal-duty coating instead of Medium-duty, leading to early corrosion
- Ignoring soil corrosion risk assessment
- Failing to consider cathodic protection systems
- Improper field joint coating treatment
Consequences:
- Premature corrosion failure
- Significant increase in maintenance costs
- Reduced overall pipeline service life
3PE coated steel pipes are widely used in oil and gas transmission systems. Their core function is not to “increase strength,” but to address a far more critical challenge: long-term corrosion failure control in buried and aggressive service environments.
Oil pipelines typically pass through diverse geological conditions and remain buried underground or installed in complex environments for decades. Under these conditions, pipelines are not exposed to a single corrosion factor, but to multiple continuously interacting degradation mechanisms.
1. Chemical Corrosion: Continuous Attack from Soil and Ground Media
The underground environment is not static; it is a continuously reactive chemical system:
- Moisture in the soil forms an electrolyte environment
- Salts, acids, and alkaline substances accelerate electrochemical reactions
- Long-term groundwater infiltration increases corrosion rates
As a result, the steel surface undergoes continuous oxidation and gradual wall thickness loss over time.
2. Electrochemical and Microbiologically Influenced Corrosion (MIC): Invisible but Highly Dangerous Damage
In many oil and gas projects, the most severe corrosion is often invisible during early stages:
- Microbiologically Influenced Corrosion (MIC) develops continuously in moist soils
- Stray current corrosion is triggered by nearby railways or power systems
- Local potential differences lead to rapid pitting corrosion development
These mechanisms share a key characteristic:
They show almost no obvious symptoms in the early stage, but once initiated, they can propagate rapidly and uncontrollably.
3. Mechanical and Construction Damage: The Hidden Cause of Coating Failure
Many pipeline failures are not caused by operational conditions, but by damage introduced during construction and installation:
- Backfilling with rocks or sharp materials causing coating scratches
- Impact damage during lifting, loading, and transportation
- External stress from ground settlement and soil movement
- Long-term soil pressure leading to coating cracking
Conclusion:
A corrosion protection system must not only resist corrosion, but also withstand mechanical and installation-related damage.
4. Environmental Aging: Performance Degradation Over Long-Term Operation
Even in the absence of visible damage, coating materials will degrade over time:
- Thermal cycling leads to material fatigue
- UV exposure or thermal aging (especially in above-ground or shallow-buried sections)
- Gradual decline in polymer performance over time
If the protective system is unstable, the following defects may occur:
- Blistering
- Delamination
- Microcrack propagation
Core Conclusion
Pipeline failures are rarely caused by insufficient steel strength. Instead, they are the result of:
the combined effect of external corrosion environments, mechanical damage, and long-term material aging leading to coating system failure.
Therefore, a pipeline protection system must be capable of resisting:
- Chemical corrosion
- Electrochemical corrosion
- Mechanical damage
- Long-term aging
as an integrated and multi-layer defense system.
Engineering Significance
This is precisely why 3PE coated steel pipes are widely used in long-distance oil and gas transmission projects.
Their value is not simply “anti-rust protection,” but:
maintaining long-term structural stability and coating integrity in complex buried environments throughout the entire service life of the pipeline.


II. 3PE Anti-Corrosion System: How the Three-Layer Structure Works Together to Protect Steel Pipes
The core advantage of 3PE coated steel pipe does not lie in a single material property, but in the synergistic performance of a three-layer composite structure, which collectively delivers integrated protection against corrosion, mechanical impact, and long-term degradation.
1. First Layer: Fusion Bonded Epoxy (FBE) — The Primary Anti-Corrosion Barrier
This inner layer is directly applied onto the steel surface and serves as the foundation of the entire coating system.
Its function can be understood as:
- Acting like a “primer layer” that firmly bonds to the steel substrate
- Preventing direct contact between steel and corrosive elements such as moisture, oxygen, and electrolytes
- Forming a highly stable and continuous anti-corrosion film on the pipe surface
More importantly, the FBE layer provides extremely strong adhesion to the steel substrate, which is critical for long-term corrosion resistance and coating durability.
2. Second Layer: Adhesive Layer (AD) — The Bonding Bridge Between Two Materials
This layer is not primarily responsible for corrosion resistance, but for structural integration.
Its role can be understood as:
- Strongly bonding the inner FBE layer with the outer polyethylene (PE) layer
- Acting as a transition medium between dissimilar materials
- Absorbing thermal expansion and contraction caused by temperature fluctuations
- Preventing delamination, void formation, or interlayer separation during long-term service
This layer ensures that the entire coating system behaves as a unified structure rather than three independent layers.
3. Third Layer: Polyethylene Outer Layer (PE) — The External Protective Armor
This is the outermost and most visible layer of the system.
Its primary functions include:
- Resisting mechanical damage such as impact, abrasion, and rock pressure during construction
- Preventing direct exposure of the pipe to groundwater and soil corrosion
- Providing long-term mechanical protection in buried and harsh environments
In engineering terms, this layer can be regarded as the “protective armor” of the steel pipe, ensuring the coating system remains intact during transportation, installation, and long-term underground service.
III. High-Temperature and High-Pressure Adaptability: Why It Remains Reliable Under Real Operating Conditions
In oil and gas transmission systems, long-term pipeline safety is determined not only by the mechanical strength of the steel pipe itself, but more importantly by the ability of the external corrosion protection system to maintain long-term stability under continuous service conditions.
For buried oil and gas pipelines, the coating system must withstand:
- Continuous high internal pressure operation
- Cyclic temperature fluctuations
- Soil stress and ground settlement
- Groundwater and corrosive media exposure
- Long-term buried aging conditions
1. High-Pressure Operating Conditions: Not Only the Steel Pipe Bears the Load, the Coating Must Remain Stable
Long-distance oil and gas pipelines typically operate under continuous high-pressure conditions over extended periods.
Although internal pressure is primarily borne by the steel pipe itself, pressure fluctuations, pipeline vibration, and geological stress can still impose long-term mechanical influence on the external coating system.
The advantages of the 3PE coating system include:
- The outer polyethylene (PE) layer provides excellent impact resistance and deformation tolerance
- The three-layer structure ensures high interlayer bonding strength
- Resistance to coating disbondment, cracking, and loss of adhesion during long-term operation
- Stable long-term external corrosion protection performance under dynamic service conditions
2. Temperature Variation Conditions: Reducing Coating Failure Risks Caused by Thermal Expansion and Contraction
In real pipeline operations, temperature fluctuations are common, including:
- Temperature variations of transported crude oil or natural gas
- Seasonal changes in surrounding soil temperature
- Thermal shock during pipeline start-up and shutdown cycles
- Day-night temperature differences in certain regions
If coating material stability is insufficient, long-term thermal cycling may lead to:
- Coating cracking
- Blistering and delamination
- Reduced adhesion strength
- Increased localized corrosion risk
The 3PE coating system, through the synergistic performance of the FBE primer, adhesive layer, and PE outer layer, maintains strong adhesion and flexibility within a defined temperature fluctuation range. This significantly reduces the risk of coating failure caused by thermal stress.
It is important to note:
Standard 3PE coating systems are typically designed for medium- and low-temperature buried pipeline applications.
For pipelines operating under long-term elevated temperatures (generally above 70°C–80°C), the industry more commonly adopts 3PP (Three-Layer Polypropylene) coating systems, which offer superior high-temperature resistance.
3. Long-Term Operational Stability: The Key Factor Determining Pipeline Service Life
For oil and gas transmission projects, the true determinant of service life is not short-term mechanical strength, but the long-term stability of the corrosion protection system over decades of operation.
The long-term advantages of 3PE coated steel pipe include:
- Strong resistance to soil-induced corrosion
- Excellent moisture resistance and environmental aging performance of the PE outer layer
- Stable coating structure with low risk of large-scale failure
- Reduced frequency of maintenance, excavation, and repair operations
As a result, 3PE coating systems are widely used in:
- Long-distance oil and gas transmission pipelines
- Highly corrosive buried environments
- National energy infrastructure projects
- Pipeline systems with stringent service life requirements
In practical engineering applications, the design service life of such systems is typically intended to exceed 20–30 years of stable operation.


IV. Oilfields and Long-Distance Pipeline Projects: How to Determine Whether 3PE Coated Steel Pipes Are Required
1. Oilfield Gathering Systems: Why Are They Considered High-Priority Corrosion Protection Areas?
Oilfield gathering pipelines typically operate in environments characterized by high corrosion risk, dispersed layouts, and difficult maintenance conditions, including:
- Transport media containing water, salts, and sulfur compounds
- Pipeline networks located in remote fields or complex terrains
- Extremely high maintenance costs in case of failure or shutdown
Basic selection principle:
If a pipeline failure would result in high repair costs and significant production downtime, then a 3PE corrosion protection system should be strongly considered.
2. Oil and Gas Long-Distance Transmission Pipelines: Why 3PE Is the Preferred Choice
Long-distance transmission pipelines are typically characterized by:
- Very long distances (tens to thousands of kilometers)
- Extended service life requirements (20–30+ years)
- Multi-terrain routes (mountains, deserts, farmland, etc.)
Selection logic:
If the project is part of a national energy backbone system or trunk line, or:
- Pipeline shutdown would cause major economic losses
- Frequent excavation and maintenance are not feasible during service life
Then 3PE coating is considered a standard configuration for such projects.
3. Highly Corrosive Environments: Key Conditions Where 3PE Becomes Essential
Typical high-corrosion environments include:
- High salinity or alkaline soil regions
- Areas with high groundwater levels
- Coastal and offshore environments
- Industrial pollution zones (e.g., chemical plants, refineries, petrochemical areas)
Evaluation principle:
If the surrounding soil or environment has continuous and aggressive corrosion activity, low-grade coating systems are not recommended.
4. Oil & Gas Stations and Auxiliary Systems: Often Overlooked but Equally Critical
Many projects focus primarily on trunk pipelines; however, auxiliary systems are equally important, including:
- Pump station inlet and outlet pipelines
- Metering station connecting pipelines
- Storage tank farm transfer pipelines
Although these sections are relatively short in distance, they often have:
- Higher failure frequency
- Significant operational impact during maintenance or repair
Therefore, 3PE coating is also widely applied here to ensure uniform corrosion protection standards and system integrity consistency across the entire pipeline network.
5. Simple Selection Guideline for 3PE Coated Steel Pipes
If you are unsure whether 3PE is required, the following rule can be used:
If two or more of the following conditions are met → 3PE coating is strongly recommended:
- Buried installation with no frequent maintenance access
- Design service life ≥ 20 years
- Medium to high corrosion environment
- Transport medium: oil, gas, or water-oil mixture
- High economic loss in case of pipeline shutdown
V. 3PE Coated Steel Pipe Standards
1. Pipe Body Standards
| Standard System | Standard Number | Standard Name | Application Scope | Description |
|---|---|---|---|---|
| API | API 5L | Specification for Line Pipe | Oil and gas transmission pipeline steel pipes | Basic pipe standard covering strength, chemical composition, and PSL1/PSL2 requirements |
| ISO | ISO 3183 | Petroleum and natural gas industries — Steel pipe for pipeline transportation systems | International pipeline steel standard | Equivalent international standard to API 5L |
| ASTM | ASTM A106 / A53 | Seamless and welded steel pipe | High-temperature / general-purpose transmission pipes | Industrial and partial fluid transportation systems |
2. Standards for 3PE anti-corrosion coating
| Standard System | Standard Number | Standard Name | Application Scope | Description |
|---|---|---|---|---|
| ISO | ISO 21809-1 | External coatings for buried or submerged pipelines | 3PE corrosion protection for buried and offshore pipelines | Core international standard for 3PE coating systems |
| ISO | ISO 21809-3 | Field joint coatings | Field joint (welded seam) corrosion protection | Standard for pipeline field joint coating systems |
| DIN | DIN 30670 | Polyethylene coatings for steel pipes | External PE anti-corrosion coating | Common European standard for 3PE coating systems |
| DIN | DIN 30678 | Polypropylene coatings | High-temperature corrosion protection systems | Alternative PP/PE coating system for elevated temperature applications |
| CSA | CSA Z245.21 | External polyethylene coating for pipes | North American oil and gas pipelines | Standard for coating performance and testing requirements |
| CSA | CSA Z245.20 | Fusion bonded epoxy coating | FBE primer layer standard | Requirements for the FBE base layer in 3PE systems |
| EN | EN 10289 | External organic coatings | European corrosion protection systems | Performance standard for organic coating systems |
VI. Testing Standards
| Test Category | Test Item | Standard / Method Reference | Technical Requirements | Function Description |
|---|---|---|---|---|
| Visual Inspection | Surface integrity | ISO 21809 / Project specification | No bubbles, cracks, pinholes, or holidays | Ensures coating continuity and installation quality |
| Thickness Test | Total coating thickness | ISO 21809-1 | As per design requirements (typically 2.5–4.0 mm) | Ensures long-term corrosion protection performance |
| Adhesion Test | Peel strength | DIN 30670 / ISO 21809 | Meets specified minimum peel strength | Prevents coating disbondment |
| Impact Test | Impact resistance | ISO 21809-1 | No cracking or coating delamination | Simulates mechanical impact during backfilling and construction |
| Cathodic Disbondment | Cathodic disbondment resistance | ISO 21809-3 | Disbondment radius within specified limits | Evaluates stability under cathodic protection conditions |
| Bending Performance | Cold bending / flexural test | ISO / ASTM relevant methods | No cracking or coating detachment | Ensures adaptability during pipe bending and deformation in construction |
| Holiday Detection | Spark testing | ISO 21809 | No electrical breakdown points | Detects pinholes and hidden coating defects |
| Thermal Aging Test | Aging resistance | ISO 21809 | No significant performance degradation | Simulates long-term service conditions |
| Compression Test | Dent / compression resistance | Project specification | No permanent surface damage | Simulates long-term soil pressure load |
| Chemical Resistance | Soil / water immersion test | ISO / project requirements | No significant performance deterioration | Ensures adaptability to different corrosive environments |
VII. Pipeline Safety Operation System: Why 3PE Pipelines Require an Integrated “Corrosion Protection + Monitoring + Management” Approach
1. Cathodic Protection System: Preventing “Invisible Electrochemical Corrosion”
Even with a 3PE coating system, micro-defects or aging-related weak points may still exist over long-term service.
The function of cathodic protection is to:
- Actively suppress electrochemical corrosion of the steel pipe
- Provide protective current at coating defect locations
- Prevent localized corrosion from developing into through-wall perforation
In essence, it serves as the second defensive barrier when the coating system is compromised.
2. Regular Potential Monitoring: Verifying Whether the Pipeline Is Still Protected
The primary purpose of potential measurement is not equipment inspection, but system status evaluation, including:
- Whether the cathodic protection system is operating effectively
- Whether the pipeline remains within the safe electrochemical potential range
- Whether any under-protected or high-risk areas exist along the pipeline
This ensures continuous verification of corrosion protection performance in real operating conditions.
3. Pipeline Integrity Management (PIM): Shifting from “Repair-Based” to “Preventive” Management
Pipeline Integrity Management (PIM) is not a single inspection activity, but a comprehensive management system that includes:
- Risk assessment (identifying high-risk pipeline sections)
- Operational data tracking and historical record analysis
- Failure prediction and early warning mechanisms
- Preventive maintenance planning and scheduling
This approach transforms pipeline maintenance from reactive repair to proactive risk control.
4. Internal and External Corrosion Monitoring: Tracking “Invisible Changes”
Pipeline corrosion often develops in areas that cannot be directly observed, requiring continuous monitoring of:
- Internal corrosion caused by transported media
- External corrosion caused by soil and groundwater environments
- Corrosion growth rate and localized degradation behavior
This enables early detection of degradation trends before structural damage occurs.
5. Intelligent Pigging Inspection: A Full “Health Check” for the Pipeline
Pigging (PIG) inspection enables in-line pipeline evaluation without interrupting operation.
It can be used to:
- Measure wall thickness variations along the pipeline
- Detect corrosion pits, cracks, or other structural defects
- Assess the overall integrity and health condition of the pipeline system
This technology provides a comprehensive diagnostic tool for long-distance pipeline safety management.
VIII. FAQ
1. Why are 3PE coated Spiral steel pipes used in oil and gas pipelines?
Oil and gas pipelines are typically buried underground for long periods and are exposed to corrosive factors such as soil moisture, salts, and stray electrical currents.
The 3PE coating system provides:
- Corrosion resistance
- Protection against mechanical impact and damage
- Extended service life
Therefore, it is widely used in long-distance oil and gas transmission pipelines.
2. What is the typical service life of 3PE coated steel pipes?
The general design service life is:
- 20–30 years or longer
However, the actual service life depends on:
- Construction and installation quality
- Soil corrosivity conditions
- Integrity of the cathodic protection system
- Presence of mechanical damage during operation
3. Can 3PE coated steel pipes be used for high-temperature pipelines?
Yes, but with temperature limitations:
- Generally suitable for service temperatures ≤ 60–80°C
For long-term high-temperature operation (above this range), the following systems are typically recommended:
- 3PP (Three-Layer Polypropylene) coating system
- High-temperature FBE (Fusion Bonded Epoxy) coating systems
4. What is the difference between 3PE and FBE coatings?
In simple terms:
- FBE (Fusion Bonded Epoxy): Single-layer coating with excellent corrosion resistance but moderate impact resistance
- 3PE (Three-Layer Polyethylene): Multi-layer system with superior impact resistance and better suitability for buried pipeline environments
For long-distance oil and gas pipelines, 3PE is generally the preferred option.
5. Why do 3PE coated pipelines still require cathodic protection?
Even high-performance coatings may have:
- Mechanical scratches
- Field joint coating defects
- Long-term aging effects
The role of cathodic protection is to:
- Prevent corrosion from expanding at coating defect points
- Provide electrochemical protection to exposed steel areas
It acts as a secondary safety barrier for pipeline integrity.
6. Which projects are suitable for 3PE coated steel pipes?
3PE coated steel pipes are suitable for:
- Long-distance buried pipelines
- Oil and gas transmission projects
- Highly corrosive soil environments
- Projects where maintenance access is difficult
- Pipeline systems designed for service life of 20+ years
Simple rule of thumb:
If maintenance or repair costs are high, 3PE coating is strongly recommended.
Large-diameter 3PE-coated pipes are increasingly widely used in modern oil and gas, water conservancy, and infrastructure projects, playing a particularly critical role in long-distance, high-flow transmission systems.
In practical engineering applications, large-diameter pipelines are not merely “l(fā)arger in size”; they represent a more efficient transportation solution. Under equivalent pressure conditions, they can achieve higher flow rates, reducing the number of intermediate pressurization facilities and thereby lowering overall construction and operational costs.
At the same time, in national-level infrastructure projects—such as long-distance oil and gas pipelines, inter-regional water diversion projects, and metropolitan water supply systems—large-diameter pipelines have become an integral part of the main transportation network.


II. Manufacturing Process for Large-Diameter 3PE-Coated Pipes
- Surface Pretreatment of Bare Pipes
- Preheating: The steel pipes are first preheated to remove moisture and oil from the surface.
- Shot Blasting: High-speed abrasive particles are propelled against the pipe surface to achieve a Sa2.5 (near-white) rust removal standard.
- Anchor Pattern Depth: The treated surface develops a certain degree of roughness (typically 40–100 μm), known as the “anchor pattern,” which significantly enhances the mechanical adhesion of the coating.
- Medium-Frequency Induction Heating
- Temperature Control: Heat the steel pipe to 200°C–230°C. This temperature range is critical: if the temperature is too low, the epoxy powder will not cure completely; if it is too high, the powder may char or the polyethylene may degrade.
- Three-Layer Coating Process
- Base Layer: Epoxy Powder
- Applied to the surface of the heated steel pipe via electrostatic spraying.
- Function: Provides core chemical corrosion resistance and extremely strong adhesion, preventing cathodic delamination.
- Intermediate Layer: Adhesive
- Extruded and wound onto the epoxy powder while it is still in a molten state.
- Function: Acts as an “adhesive” to firmly bond the underlying epoxy powder to the outer polyethylene layer.
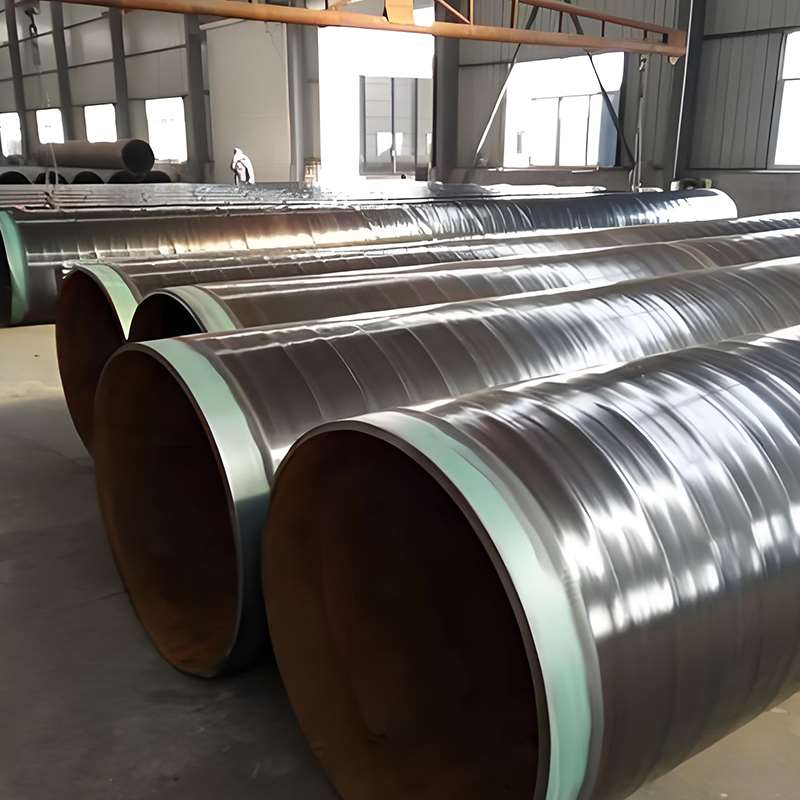
- Outer Layer: Polyethylene
- Using a lateral extrusion winding process, molten PE tape is tightly wound around the steel pipe surface and smoothed by a pressure roller.
- Function: Provides mechanical protection, water resistance, abrasion resistance, and impact resistance, serving as the pipeline’s “armor.”
- Cooling and Curing
- After coating, the steel pipe must be immediately cooled by circulating water spray.
- Purpose: To rapidly harden and set the polyethylene coating, preventing damage during subsequent handling.
- Result: After cooling, the three layers of material react to form a dense composite structure, typically between 2.0mm and 3.7mm thick (depending on pipe diameter).
- Quality Inspection
- Electrospark Inspection: The entire line is scanned using a high-voltage electrospark detector to ensure the coating is free of pinholes or leaks.
- Thickness Measurement: An ultrasonic thickness gauge is used to ensure that the total 3PE coating thickness meets specifications.
- Peel Strength Test: A random section of the coating is cut and subjected to a pull-off test to ensure there is no delamination between the three layers.
- Pipe End Preparation
- Reserved Length: Typically 100 mm to 150 mm.
- Bevel Grinding: Grind the edges of the pipe end coating (typically a 30° bevel) to prevent the anti-corrosion spiral steel pipe coating from peeling during installation.
III. Applications of Large Diameter 3PE Coated Pipes
Large diameter 3PE coated pipes are widely used in national infrastructure projects and large-scale transmission systems. These projects typically involve long transportation distances, extended service life requirements, and challenging maintenance conditions. Compared with conventional steel pipes, 3PE coated steel pipes are better suited for long-term underground installation and operation in harsh environments, making them the preferred choice for many major engineering projects.
1. National Oil and Gas Transmission Networks
In the oil and natural gas industry, large diameter 3PE coated pipes are primarily used for:
- Long-distance crude oil transportation pipelines
- Natural gas trunk pipelines
- Urban gas distribution networks
These pipeline systems are often designed to operate continuously for several decades, requiring exceptional levels of safety, reliability, and corrosion resistance.
Why Use 3PE Coating for Oil and Gas Pipelines?
Most oil and gas pipelines are buried underground for long periods and are exposed to various corrosive conditions, including:
- Soil corrosion
- Groundwater penetration
- Oxidation caused by moisture and humid environments
The 3PE (Three-Layer Polyethylene) coating system provides an effective barrier against external corrosive media, significantly improving the long-term integrity and operational stability of the pipeline.
2. Municipal Water Supply and Inter-Basin Water Transfer Projects
Large diameter 3PE steel pipes are extensively used in major water transmission projects, including:
- Municipal water supply trunk networks
- Long-distance water transfer systems
- Reservoir water conveyance pipelines
- Agricultural irrigation main pipelines
As urban populations continue to grow and water demand increases, traditional small-diameter pipelines often struggle to meet the requirements of high-volume water transportation.
Advantages of Large Diameter Pipelines
Higher Water Conveyance Capacity
Large diameter pipes can transport greater volumes of water within a shorter period, improving overall system efficiency.
Reduced Pressure Loss
They provide more stable hydraulic performance and lower pressure losses during long-distance transmission.
Lower Operating Costs
Their increased flow capacity can reduce the number of pumping stations required, helping lower overall project investment and operating expenses.
3. Power Plants and Industrial Circulating Water Systems
In thermal power plants, chemical processing facilities, and large industrial parks, large diameter 3PE coated pipes are commonly used for:
- Cooling water circulation systems
- Industrial water supply networks
- Drainage and wastewater transmission systems
These environments often feature high humidity levels and continuous exposure to moisture, making conventional steel pipes vulnerable to external corrosion. The 3PE coating provides reliable long-term protection and extends pipeline service life.
4. Port Infrastructure and Marine Engineering
Ports, seawater transportation projects, and offshore engineering applications require even higher levels of corrosion protection due to the harsh marine environment, which is characterized by:
- High salt content
- High humidity
- Accelerated corrosion rates
Large diameter 3PE coated pipes offer excellent resistance to marine corrosion and are widely used in:
- Seawater transmission pipelines
- Port and harbor infrastructure projects
- Offshore platform supporting facilities and auxiliary systems
Their superior corrosion resistance and mechanical durability make them an ideal solution for demanding coastal and offshore applications.


IV. Our Project Assurance Advantages: Solving the Key Challenges of Large Diameter Pipeline Construction
In large diameter pipeline projects, high-quality steel pipes are only the starting point. Our real value lies in eliminating common construction risks before they occur through strict manufacturing control, advanced corrosion protection solutions, and comprehensive project support.
1. End-to-End Corrosion Protection System
Due to their substantial weight, large diameter pipes are particularly vulnerable to 3PE coating damage during loading, unloading, transportation, and storage.
Our Solution
Every pipe is equipped with customized pipe-end protectors designed to safeguard both the beveled ends and the coating system during handling and transit.
Delivery Advantages
We use professional heavy-duty fiber slings for loading operations and provide scientifically designed stacking and storage recommendations. Even after thousands of kilometers of ocean and inland transportation, the 3PE coating remains intact, significantly reducing field repair work, project delays, and additional maintenance costs for customers.
2. Superior Weldability for Leak-Free Pipeline Systems
The long-term integrity of any large diameter pipeline system depends heavily on weld quality.
Our Solution
We strictly control pipe-end geometry in accordance with API 5L PSL2 requirements, ensuring excellent roundness and dimensional accuracy within tight tolerances.
Performance Benefits
Precise bevel preparation and superior pipe-end alignment enable faster and more efficient field fit-up and welding. We support 100% UT (Ultrasonic Testing) and RT (Radiographic Testing) inspection requirements, ensuring that every weld joint is capable of withstanding long-term operating pressure and demanding service conditions.
3. Expert Field Joint Coating Support: Strengthening the Most Critical Point of the Corrosion Protection System
Field weld joints are widely recognized as the most vulnerable area in any pipeline corrosion protection system and are often considered the weakest link in long-term pipeline integrity.
Our Solution
In addition to supplying the coated pipes, we provide matching field joint coating systems, including heat-shrink sleeves, heat-shrink wraps, and liquid epoxy repair materials, along with detailed installation procedures and technical guidance.
System Value
By delivering an integrated solution that combines coated pipes and compatible field joint protection materials, we ensure that welded joints achieve corrosion resistance, adhesion strength, and peel resistance comparable to the original 3PE coating. This integrated approach helps achieve a pipeline service life exceeding 50 years with minimal maintenance requirements.
4. Designed for Extreme Environments and Challenging Projects
Whether the pipeline crosses rivers, passes through wetlands, or is installed in coastal saline soils, environmental risks can significantly impact long-term pipeline performance.
Our Solution
We offer customized Heavy-Duty 3PE Coating Systems tailored to specific project conditions and environmental challenges.
Reliability Advantages
By increasing the polyethylene layer thickness and optimizing the performance of the fusion bonded epoxy (FBE) primer, our coating systems provide enhanced resistance to cathodic disbondment, soil stress, and aggressive underground environments. Regardless of geological complexity or installation conditions, our solutions help ensure reliable and long-term pipeline operation.
V. Frequently Asked Questions (FAQ)
Q1: What is the standard thickness of a 3PE coating, and how can compliance be verified?
A: The total thickness of a 3PE coating depends on the pipe diameter and project specifications. In general, the coating thickness ranges from 2.0 mm to 3.0 mm for Normal-Duty systems and 2.7 mm to 3.7 mm for Heavy-Duty systems.
Expert Recommendation:
Each production batch should undergo multi-point thickness inspection using an ultrasonic coating thickness gauge. When sourcing 3PE coated spiral steel pipes, always confirm that the supplier complies with DIN 30670 or ISO 21809-1, as minimum coating thickness requirements may vary slightly between standards.
Q2: Why is 3PE considered one of the best corrosion protection systems for long-distance pipelines?
A: The effectiveness of 3PE coating comes from the combination of three protective layers:
- Fusion Bonded Epoxy (FBE) Primer provides excellent adhesion and chemical resistance.
- Adhesive Layer creates a strong bond between the FBE and polyethylene layers.
- Polyethylene (PE) Outer Layer offers outstanding mechanical protection, impact resistance, and water impermeability.
Expert Recommendation:
Compared with single-layer FBE coatings or cold-applied tape wrapping systems, 3PE coatings can provide a service life exceeding 50 years. They also offer superior resistance to mechanical damage during backfilling operations, helping reduce long-term maintenance costs.
Q3: How can field joint coating protection achieve the same performance as the factory-applied 3PE coating?
A: Field weld joints are often considered the most vulnerable section of a pipeline corrosion protection system. The most widely accepted solution is the use of a three-layer heat-shrink sleeve system.
Expert Recommendation:
Before field joint coating installation, pipe ends should be prepared to St3 power tool cleaning or Sa 2.5 abrasive blast cleaning standards. It is highly recommended to use field joint coating materials that are fully compatible with the original pipe coating system. Strict control of preheating temperature is essential to prevent edge lifting, moisture ingress, and premature corrosion.
Q4: What should be done if the 3PE coating is damaged during transportation?
A: Minor coating damage that does not expose the steel substrate can typically be repaired using two-component liquid epoxy repair coatings or approved patch repair materials.
Expert Recommendation:
Before shipment, we perform a 30° bevel preparation on pipe ends and install protective end caps to minimize transportation-related damage. If coating repairs are carried out on-site, the repaired area should be retested using a holiday detector (spark tester) to verify coating continuity and electrical insulation integrity.
Q5: What is the fundamental difference between PSL1 and PSL2 3PE coated steel pipes?
A: PSL2 (Product Specification Level 2) is a higher-grade specification under API 5L. It imposes stricter requirements on:
- Chemical composition
- Carbon equivalent (CE)
- Mechanical properties
- Impact toughness testing
- Quality control and inspection procedures
Expert Recommendation:
For pipelines transporting flammable or hazardous media such as crude oil and natural gas, or for projects located in low-temperature environments, API 5L PSL2 pipes are strongly recommended. The enhanced material requirements help reduce the risk of brittle fracture and improve overall pipeline safety.
Q6: Can 3PE coatings withstand long-term ultraviolet (UV) exposure?
A: 3PE coating systems are primarily designed for buried pipeline applications. Although the polyethylene outer layer contains carbon black to improve weather resistance, prolonged exposure to direct sunlight—typically beyond 6 to 12 months—may gradually cause coating aging and embrittlement.
Expert Recommendation:
If pipes will be stored outdoors for extended periods or used in above-ground installations, this should be specified during the procurement stage. Additional UV stabilizers can be incorporated into the coating system, or protective covers and shading measures can be recommended to preserve long-term coating performance.
In long-distance oil and gas pipelines and high-pressure pipeline projects, the selection of steel grade directly determines the safety, cost-effectiveness, and overall service life of the pipeline system. API 5L X65 is classified as a medium-to-high strength line pipe steel grade and is widely used in modern energy transportation systems, particularly for projects that demand high pressure resistance and reliability.
In practical engineering applications, this grade is commonly manufactured into solutions such as the API 5L X65 3PE Coated SSAW Pipe, which combines high-strength steel performance with advanced anti-corrosion protection for long-term service in harsh operating environments.
The “65” in X65 denotes a minimum yield strength of approximately 65,000 psi (around 450 MPa). This indicates that the steel can maintain structural stability under high internal pressure or external loads without significant permanent deformation, ensuring the safe operation of the pipeline system.
As a result, X65 is not only suitable for high-pressure transportation systems but is also commonly employed in cross-regional oil and gas pipelines, onshore-to-offshore connections, and large-scale energy infrastructure projects. It is regarded as one of the most mature and reliable steel grades in international engineering applications today.
II. Background of High-Pressure Transmission Systems
In oil and gas, water, and energy transmission engineering, a “high-pressure transmission system” is not merely a technical definition. It fundamentally reflects the core practical requirements of modern infrastructure projects: longer transportation distances, higher throughput capacity, lower operational costs, and enhanced safety assurance.
With continuously growing global energy demand, many projects are no longer short-distance pipelines but long-haul transmission systems stretching hundreds or even thousands of kilometers. In such scenarios, both clients and engineering designers typically face several critical and highly practical challenges:
1. How can stable pressure be maintained over long-distance transmission?
The longer the pipeline, the more significant the pressure loss becomes. To ensure sufficient delivery capacity at the receiving end, the overall system operating pressure must be increased during the design stage. This requirement directly drives the widespread adoption of high-pressure transmission systems.
2. How can safety be ensured while increasing operating pressure?
Higher internal pressure means greater mechanical stress on the pipeline. If material selection is inadequate, risks such as deformation, fatigue failure, or leakage may occur. Therefore, engineers are most concerned with:
- Whether the material has sufficient strength
- Whether the weld integrity is reliable
- Whether the system can ensure long-term operational safety
In this context, solutions such as the API 5L X65 3PE Coated SSAW Pipe are widely adopted in demanding pipeline projects due to their combination of high-strength steel performance and advanced anti-corrosion protection.
3. How can overall project cost be effectively controlled?
Although high-pressure systems improve transmission efficiency, improper steel grade selection may lead to:
- Excessive wall thickness → increased material cost
- Higher construction difficulty → increased installation cost
- More frequent maintenance requirements → higher lifecycle cost
Therefore, engineering design must strike a careful balance between “mechanical strength” and “economic efficiency.” The use of the API 5L X65 3PE Coated SSAW Pipe is often considered a balanced solution in such scenarios, offering both structural strength and cost-effectiveness over the full project lifecycle.
4. How can complex real-world environments be adapted to?
High-pressure pipelines are rarely operated in ideal conditions. Instead, they are commonly exposed to challenging environments such as:
- Desert regions
- Marshlands and wetlands
- High-salinity or saline-alkali soils
- Extremely cold or high-temperature areas
Each of these environments imposes additional demands on pipeline durability, corrosion resistance, and long-term operational safety, further highlighting the importance of selecting reliable materials and protective systems like API 5L X65 3PE Coated SSAW Pipe.

III. Advantages of SSAW Pipe Structure
In large-diameter oil, gas, and water transmission projects, the choice of Spiral Submerged Arc Welded (SSAW) steel pipe is not merely a matter of structural technique—it directly addresses some of the most practical demands of large-scale pipeline projects.
1. Large-Diameter Pipeline Requirements: How to achieve higher capacity at lower cost?
The core objectives of many long-haul projects are:
- Transporting larger volumes of medium (oil, gas, or water)
- Reducing frictional resistance
- Increasing throughput per unit time
The most straightforward approach to meet these goals is to increase the pipeline diameter.
The SSAW process offers distinct advantages:
- It allows stable production of large-diameter (and even extra-large-diameter) pipes
- It maintains effective cost control, making large-scale projects economically viable
2. Cost-Control Requirements: How to reduce material and manufacturing costs in large projects?
In major pipeline projects, material costs often account for a significant portion of the total investment.
Engineering teams are particularly focused on:
- Reducing cost per kilometer
- Minimizing steel waste while maintaining mechanical strength
By using a continuous strip forming method, SSAW pipes achieve:
- Higher raw material utilization
- Efficient use of wide steel plates
- Reduced production loss
3. Adaptation to Complex Engineering Requirements: How to meet varied lengths and specifications?
Long-haul pipelines typically feature:
- Multiple diameter specifications
- Extensive project lengths
- The need for customized pipe lengths
The SSAW process offers strong flexibility:
- Spiral angle can be adjusted to accommodate different diameters
- Pipe lengths can be customized according to project needs
- Wall thickness designs can be tailored to engineering specifications
4. Welding Reliability Requirements: How to ensure safe long-distance operation?
For buried pipelines, weld quality is one of the most critical risk points.
SSAW pipes use double-sided submerged arc welding (DSAW):
- Achieving more stable weld penetration
- Ensuring high consistency of weld quality
- Facilitating non-destructive testing (UT/RT)
5. Large-Scale Construction Requirements: How to improve installation efficiency?
In cross-regional energy projects, construction schedule and installation efficiency are crucial.
SSAW steel pipes offer:
- Relatively stable supply lead times
- High-volume production capability
- Ease of transportation and onsite assembly
These characteristics make SSAW pipes particularly suitable for:
- National long-distance transmission pipelines
- Large-scale municipal water supply projects
- Energy infrastructure projects
IV. Applications in Long-Distance Oil & Gas Pipelines
1. Why do oil and gas transportation systems rely on long-distance pipelines?
In practical energy supply networks, oil and gas fields are often located in remote regions, while major consumption markets are concentrated in urban and industrial areas.
The core engineering challenges are:
- How to reliably transport resources over hundreds or even thousands of kilometers?
- How to avoid the high costs and safety risks associated with frequent transportation methods, such as tanker trucks?
- How to ensure continuous 24/7 supply?
Long-distance pipelines are designed to:
- Replace high-cost, low-efficiency transportation methods
- Enable continuous, stable, and large-scale energy transmission
2. The focus is not on the “pipeline” itself, but on long-term operational safety
For oil and gas projects, pipelines are not one-off constructions—they are critical infrastructure expected to operate safely for over 30 years.
Engineering priorities include:
- Preventing leakage
- Withstanding long-term pressure fluctuations
- Adapting to complex geological conditions
- Ensuring long-term corrosion resistance
3. Why is high-strength steel, such as X65, crucial in oil and gas projects?
As transportation distances increase, system pressures rise, creating two practical issues:
- Increased wall thickness → higher material costs
- Greater welding complexity → reduced construction efficiency
Therefore, engineering design aims to:
- Use higher-strength steel to reduce wall thickness while maintaining safety
- Optimize the overall cost structure without compromising reliability
4. Why is 3PE anti-corrosion coating almost standard in oil and gas pipelines?
Most long-distance oil and gas pipelines are buried underground, often exposed to:
- Moist soils
- Saline or corrosive geological conditions
- Microbial corrosion
The main concern is not initial defects, but corrosion and leakage after 10–20 years of operation.
The 3PE anti-corrosion system provides:
- A barrier against moisture and oxygen
- Enhanced impact resistance
- Extended design life of 30–50 years
5. Real-world applications of long-distance oil and gas pipelines
Products such as API 5L X65 3PE Coated SSAW Pipe are commonly used in:
- Cross-regional crude oil trunk pipelines
- Main natural gas transmission networks
- Onshore-to-offshore gas pipelines
- National energy strategic pipelines
- Raw material transport systems for large refineries
These projects share common characteristics:
- Long transportation distances
- High operating pressures
- Extremely strict safety requirements
- Catastrophic consequences in case of failure

V. Safety Requirements in High-Pressure Environments
In high-pressure oil and gas and long-distance pipeline projects, safety is not an optional consideration—it is the foremost principle guiding the entire system design. Failure in such environments is rarely localized; it can affect tens or even hundreds of kilometers of pipeline, causing substantial economic losses and environmental risks.
Therefore, the requirements for steel pipes in high-pressure environments arise from several practical engineering objectives: no leakage, no instability, and long-term reliable operation.
1. Why do high-pressure environments impose stricter pipeline requirements?
As internal pipeline pressure increases, steel pipes are subjected to both circumferential (hoop) stress and axial stress. This means:
- The pipe must resist internal “expansive” forces
- Welds must withstand long-term cyclic pressure
- Materials must avoid fatigue failure during prolonged operation
2. The three primary safety risks that concern engineers
In high-pressure pipeline systems, design and procurement focus on three critical risk categories:
(1) Burst Risk
Insufficient material strength can result in instantaneous rupture under extreme pressure. Such incidents have a large destructive scope and are among the most strictly controlled risks in engineering.
(2) Fatigue Failure
High-pressure pipelines are rarely subjected to static loading. Long-term pressure fluctuations occur due to:
- Start-stop operations
- Flow rate variations
- Pressure surges
Repeated cycles can induce material fatigue, so pipes must exhibit excellent toughness and ductility.
(3) Weld Failure
For Spiral Submerged Arc Welded (SSAW) or Longitudinal Submerged Arc Welded (LSAW) pipes, welds are the most critical areas:
- Are there any incomplete penetrations?
- Are micro-cracks present?
- Can the welds sustain long-term operating pressure?
3. Why high-strength steel grades (such as X65) are better suited for high-pressure environments
An essential principle in high-pressure design is to use higher-strength materials to reduce wall thickness, balancing safety margins with cost efficiency. The advantages of X65 steel include:
- Higher yield strength (~450 MPa)
- Superior pressure-bearing capacity
- More stable long-term performance
This allows engineers to:
- Reduce wall thickness under the same operating pressure
- Decrease material consumption
- Maintain required safety factors
4. The importance of anti-corrosion systems for high-pressure safety
While many focus solely on mechanical strength, corrosion is one of the most significant long-term threats in buried high-pressure pipelines.
The 3PE anti-corrosion system plays a critical role by:
- Preventing external media from corroding the steel
- Reducing the risk of stress corrosion cracking (SCC)
- Extending the overall service life of the pipeline
In practice, pipelines such as the API 5L X65 3PE Coated SSAW Pipe integrate both high-strength steel and advanced anti-corrosion protection, providing the reliability required for decades of safe, high-pressure operation.
VI. International Engineering Standards (API 5L X65 3PE Coated SSAW Pipe)
In international oil and gas and long-distance pipeline projects, steel pipes must meet the requirements of multiple standard systems. These standards are used not only for production control but also for project acceptance and quality traceability, serving as an important basis for project safety.
Comparison Table of Commonly Used International Engineering Standards
| Standard Category | Standard Name | Key Content | Application Significance |
|---|---|---|---|
| Line Pipe Steel Standard | API 5L | Defines line pipe steel grades (X42–X80), chemical composition, and mechanical properties | Global benchmark for oil and gas pipelines |
| Product Specification | API 5L PSL1 / PSL2 | PSL2 imposes stricter requirements on impact toughness, testing, and traceability | High-pressure oil and gas projects typically require PSL2 |
| Anti-Corrosion Standard | DIN 30670 | Technical specifications for 3PE anti-corrosion coating (structure, thickness, performance) | Common standard for external corrosion protection of buried steel pipes |
| Anti-Corrosion Standard | ISO 21809-1 | International standard for external corrosion coatings in oil and gas industry | Widely used in international EPC projects |
| Welding Standard | API 1104 | Pipeline welding procedures and weld quality requirements | Ensures on-site welding quality control |
| Non-Destructive Testing | ASTM E94 / ISO 10893 | Standards for ultrasonic and radiographic inspection methods | Ensures internal weld integrity |
| Pressure Testing | API 5L / Project Specifications | Hydrostatic testing and strength verification methods | Ensures pipeline pressure-bearing safety |
| Material Standard | ASTM A106 / A53 (Reference) | General specifications for carbon steel materials | Reference for auxiliary material selection |
| Quality Management System | ISO 9001 | Quality management system requirements | Ensures controllable production processes throughout the lifecycle |
| Engineering Codes | ASME B31.4 / B31.8 | Design codes for liquid and gas pipelines | Basis for pipeline design and operational safety |
VII. Selection Guide for API 5L X65 3PE Coated SSAW Pipe
1. Select Steel Grade Based on Operating Pressure
- Medium-pressure projects: X52 / X60
- High-pressure long-distance pipelines: X65 (commonly recommended)
- Ultra-high-pressure projects: X70 and above
2. Select Anti-Corrosion Coating Based on Project Environment
- Standard soil conditions: Standard 3PE coating
- Highly corrosive environments (saline-alkali soils / coastal areas): Enhanced 3PE coating
3. Select Product Specification Based on Project Requirements
- General projects: API 5L PSL1
- Oil & gas or high-pressure engineering projects: API 5L PSL2
VIII. Frequently Asked Questions
1. What pressure range is API 5L X65 SSAW pipe suitable for?
API 5L X65 SSAW steel pipe is typically used in medium-to-high pressure and high-pressure transmission systems, generally suitable for a pressure range of approximately 6–20 MPa, depending on pipe diameter, wall thickness, and specific engineering design requirements.
In practical oil and gas applications, it is commonly used in:
- Long-distance crude oil transmission trunk lines
- Natural gas main transmission networks
- Pipeline sections between compressor or booster stations
2. Why is 3PE coating essential for oil and gas pipelines?
The core function of 3PE anti-corrosion coating is to protect buried steel pipelines from long-term corrosion, especially in oil and gas transmission systems designed for decades of service with minimal maintenance.
Buried pipelines are typically exposed to:
- Soil corrosion
- Groundwater intrusion
- Saline or alkaline soil conditions
- Mechanical damage during construction
The 3PE system (Fusion Bonded Epoxy + Adhesive + Polyethylene) provides:
- Long-term corrosion protection
- Excellent impact resistance
- A design service life of 30–50 years
3. Why choose 3PE Coated Spiral Steel Pipe for oil and gas projects?
The main advantages of SSAW (Spiral Submerged Arc Welded) pipes lie in large diameter capability and cost efficiency, making them particularly suitable for long-distance transmission projects.
Compared with other pipe types:
- SSAW: Ideal for large diameters with better cost efficiency
- LSAW: Suitable for high-pressure critical pipeline sections
- Seamless pipe: Used for small-diameter high-pressure systems
4. What is the difference between API 5L PSL1 and PSL2? Which one should be used for high-pressure projects?
The main difference lies in the strictness of quality control and testing requirements:
- PSL1: Basic product specification level
- PSL2: More stringent requirements covering chemical composition control, impact testing, non-destructive testing, and traceability
For oil and gas and high-pressure pipeline projects, PSL2 is generally recommended, because it offers:
- Higher safety assurance
- Stricter quality control standards
- Better compliance with international engineering practices
5. What is the typical service life of API 5L X65 3PE steel pipes?
Under proper design, installation, and operating conditions, the typical service life is:
30–50 years
Actual service life depends on:
- Soil corrosion environment
- Quality of anti-corrosion coating
- Installation and backfilling quality
- Stability of operating pressure
- Inspection and maintenance practices
The 3PE anti-corrosion system is a key factor in extending pipeline service life.
6. What key parameters should be confirmed before purchasing API 5L X65 SSAW pipes?
Before procurement, it is recommended to confirm the following critical parameters:
- Transport medium (oil / gas / water)
- Design pressure and operating pressure
- Pipe dimensions (outer diameter, wall thickness, length)
- Steel grade and PSL level (PSL2 recommended)
- 3PE coating grade (standard or reinforced)
- Applicable standards (API, ISO, DIN, etc.)
- Testing requirements (UT/RT, hydrostatic testing, third-party inspection)
Confirming these parameters in advance helps effectively avoid:
- Incorrect product selection
- Project delays
- Increased costs
- Non-compliance with quality requirements
The API 5L X52 3PE Coated Spiral Steel Pipe is a high-strength spiral welded steel pipe widely used in oil and gas transmission, water conveyance systems, and buried pipeline engineering applications.
Manufactured from API 5L X52 grade steel, this product is combined with a three-layer polyethylene (3PE) anti-corrosion coating system, providing excellent mechanical strength, superior corrosion resistance, and an extended service life.
It is specifically designed for long-distance transmission projects and complex underground environments, where durability, reliability, and resistance to soil and environmental corrosion are critical performance requirements.
II. How the 3PE Anti-Corrosion System Protects Steel Pipes
The “3PE” in API 5L X52 3PE Coated Spiral Steel Pipe refers to a three-layer anti-corrosion system. Think of it as a protective jacket for the steel pipe: it shields the pipe from rust and damage in underground, moisture-rich environments, significantly extending its service life.
The 3PE coating system consists of three key layers:
| Coating Layer | Function | Simple Analogy |
|---|---|---|
| Fusion Bonded Epoxy (FBE) Layer | Directly adheres to the steel surface to prevent corrosion | Acts like a “rust-proof primer” |
| Adhesive Layer (AD) | Firmly bonds the inner FBE layer with the outer PE layer | Functions like a “strong glue” |
| Polyethylene Outer Layer (PE) | Provides waterproofing, moisture resistance, abrasion resistance, and impact protection | Serves as a “protective shell” |
Why 3PE Offers Superior Corrosion Protection
Conventional steel pipes buried underground are susceptible to moisture, soil chemicals, microbial activity, and external mechanical damage. The 3PE system provides multi-layered protection by:
- Blocking contact between the steel and groundwater or air.
- Reducing corrosion caused by aggressive soils.
- Enhancing impact resistance during transportation and installation.
- Extending the overall lifespan of buried pipelines.
As a result, 3PE-coated steel pipes are widely used in oil and gas transmission, municipal water supply, natural gas distribution, and long-distance buried pipeline projects, where durability and reliability are essential.



III. API 5L X52 3PE Coated Spiral Steel Pipe: A High-Performance Solution for Long-Distance Pipeline Networks
- Strategic Oil & Gas Transmission Pipelines
- Crude Oil Transport: Widely employed for long-distance transportation of crude oil and refined petroleum products. The X52-grade steel offers high toughness while efficiently handling transmission pressure, allowing for optimized wall thickness and reducing overall project costs.
- Natural Gas Networks: Ideal for urban gas mains and inter-regional natural gas pipelines. Its excellent impermeability ensures safe, high-pressure gas transmission.
- Large-Scale Inter-Basin Water Transfer Projects
- Municipal Water Supply: Utilized in city water diversion projects and primary water distribution networks. The combination of external 3PE anti-corrosion coating and internal friction-reducing lining protects against soil corrosion while ensuring water quality and improving flow efficiency.
- Industrial Water Systems: Provides stable, long-distance fluid transport in large-scale chemical plants and power generation facilities, supporting circulation and supply water systems.
- Buried Pipelines in Challenging Geological Conditions
- Harsh Environment Adaptability: Designed for highly corrosive environments such as saline-alkali soil, marshlands, and high-mineral-content soils. The 3PE coating delivers a robust physical protective barrier.
- Infrastructure Integration: Serves as a core component in utility tunnels, energy corridors, and cross-regional infrastructure, offering high stability and ease of maintenance for critical pipeline networks.
Why Choose the API 5L X52 + 3PE Solution?
| Dimension | Technical Advantage | Customer Value |
|---|---|---|
| Mechanical Performance | Minimum yield strength of 360 MPa (52,200 psi) | Supports higher transmission pressure and increases flow capacity |
| Corrosion Resistance | 3PE system (FBE + adhesive + polyethylene) | Designed service life up to 50 years, reducing long-term O&M costs |
| Joint Reliability | Excellent low carbon equivalent with strong weldability | Enhances construction efficiency and ensures leak-free welds |
| Economic Efficiency | Spiral welding process with large-diameter cost-effectiveness | Significantly lowers total project cost in long-distance, large-diameter pipelines |
This combination of high-strength X52 steel and 3PE anti-corrosion coating ensures durability, reliability, and economic efficiency, making it the preferred solution for long-distance oil, gas, and water pipeline projects.
IV. 30–50 Years Service Life Explanation
The API 5L X52 3PE Coated Spiral Steel Pipe is widely used in buried long-distance pipeline projects largely due to its extended service life. Under normal design, construction, and operating conditions, 3PE-coated steel pipes typically achieve a stable service life of approximately 30 to 50 years.
Why Do 3PE Pipes Offer a Longer Service Life?
Compared with conventional bare steel pipes, the 3PE anti-corrosion system provides multi-layer protection:
- The Fusion Bonded Epoxy (FBE) layer prevents steel corrosion at the base level.
- The adhesive layer enhances bonding strength between coating layers.
- The polyethylene (PE) outer layer blocks moisture ingress and protects against external mechanical damage.
This composite anti-corrosion structure effectively reduces the impact of groundwater, soil salinity, and humid environmental conditions on steel degradation.
Factors That Affect Actual Service Life
Although 3PE-coated pipes are designed for long-term performance, the actual service life may still be influenced by several factors:
| Factor | Impact on Service Life |
|---|---|
| Soil Corrosivity | High salinity or acidic/alkaline soils can accelerate corrosion |
| Coating Installation Quality | Damage or defects in the coating may reduce long-term protection performance |
| Operating Pressure & Temperature | Prolonged high pressure and elevated temperatures increase pipeline stress |
| Installation & Backfilling Practices | Improper handling may damage the anti-corrosion coating |
| Maintenance & Inspection | Regular inspection helps extend overall service life |
Engineering Value of a Long Service Life
A longer service life provides significant advantages for infrastructure projects:
- Reduced maintenance and replacement costs over the project lifecycle
- Lower risk of downtime due to repair or maintenance
- Improved operational stability of underground pipeline networks
- Better suitability for large-scale, long-term infrastructure developments
As a result, API 5L X52 3PE coated steel pipes are an ideal solution for projects requiring durability, reliability, and long-term operational efficiency.
V. Engineering Procurement Standards
| Item | Standard / Requirement | Description |
|---|---|---|
| Steel Pipe Standard | API 5L | Internationally recognized line pipe standard |
| Steel Grade | X52 (PSL1 / PSL2) | Commonly used for medium to high-strength transmission pipelines |
| Yield Strength | ≥ 360 MPa (52,000 psi) | Ensures pressure-bearing capacity |
| Tensile Strength | ≥ 455 MPa | Guarantees overall structural stability |
| Anti-Corrosion Standard | DIN 30670 / Project Specification | Standard applied for 3PE coating system |
| Coating Structure | 3PE (Three-Layer Polyethylene) | Fusion Bonded Epoxy + Adhesive + PE outer layer |
| Coating Thickness | Approx. 2.0–3.0 mm (as per design) | Determined according to engineering requirements |
| NDT (Non-Destructive Testing) | RT / UT inspection | Ensures weld seam quality |
| Material Certification | MTC (Mill Test Certificate) | Full traceability documentation required |
| Third-Party Inspection | SGS / Bureau Veritas (BV) / TPI (optional) | Used for project inspection and acceptance requirements |
VI. Pre-Purchase Checklist for API 5L X52 3PE Coated Spiral Steel Pipes
1. Key Items to Confirm Before Procurement
| Inspection Item | Details to Confirm | Purpose & Significance |
|---|---|---|
| Transport Medium | Crude oil, natural gas, water, chemical fluids, etc. | Different media require specific steel grades and corrosion protection levels |
| Operating Pressure | Design pressure vs. actual service pressure | Determines required wall thickness and pressure rating |
| Pipe Dimensions | Outer diameter, wall thickness, length | Ensures compliance with engineering design specifications |
| Steel Grade Requirement | X52 PSL1 or PSL2 | Oil and gas projects often require PSL2 for higher performance |
| Corrosion Protection Standard | 3PE coating standard and thickness | Environmental conditions dictate required anti-corrosion level |
| Service Environment | Buried, above-ground, humid, saline-alkaline soil, etc. | Impacts long-term corrosion resistance and service life |
| Welding Requirements | Suitability for on-site welding | Affects construction efficiency and weld quality |
| Testing Requirements | Hydrostatic testing, UT, RT, and other NDT | Ensures pipe and weld integrity |
| Third-Party Inspection | SGS, Bureau Veritas (BV), TUV, etc. | Common requirement for international project acceptance |
| Documentation | MTC (Mill Test Certificate), inspection reports, etc. | Needed for project records and quality traceability |
| Packaging & Transportation | Bulk, containerized, export packaging | Influences transport safety and delivery efficiency |
2. Common Procurement Recommendations for Engineering Projects
For large-scale buried pipeline networks, it is generally recommended to confirm the following before purchase:
- Whether PSL2 grade is required
- Whether enhanced 3PE corrosion protection is necessary
- Required coating thickness
- Need for on-site third-party inspection
- Need for hydrostatic pressure testing
- Pipe end configuration (beveled or plain ends)
- Project delivery schedule and transportation method
These factors directly affect pipe manufacturing, testing, delivery, and subsequent construction efficiency, making them critical for project planning and risk mitigation.
VII. Frequently Asked Questions on Selection
1. Which Projects Are Suitable for API 5L X52 3PE Coated Spiral Steel Pipes?
API 5L X52 3PE coated spiral steel pipes are widely used in:
- Long-distance oil and gas transmission pipelines
- Urban water main networks
- Municipal gas distribution projects
- Industrial circulation water systems
- Buried energy utility corridors
- Inter-basin water transfer projects
These pipes are generally recommended when a project requires:
- Long-distance transport
- Buried installation
- High operating pressure
- Extended service life
For low-pressure water supply projects, X42 pipes may be sufficient, whereas high-pressure oil and gas trunk lines may require higher grades such as X60 or X65.
2. How to Decide Between PSL1 and PSL2?
This is one of the most common questions in pipeline procurement.
| Grade | Characteristics | Typical Applications |
|---|---|---|
| PSL1 | Basic grade requirements | Standard water supply, low-pressure projects |
| PSL2 | Stricter chemical composition, impact performance, and testing requirements | Oil & gas, high-pressure, critical projects |
Projects such as:
- Natural gas transmission
- Oil pipelines
- International EPC projects
- High-pressure long-distance pipelines
typically require PSL2 because it enforces stricter standards for:
- Weld quality
- Impact toughness
- Non-destructive testing
- Material traceability
This ensures higher overall safety and reliability.
3. Should Buried Pipelines Use Standard 3PE or Enhanced 3PE?
The choice depends mainly on soil conditions and service life requirements.
| Corrosion Protection Level | Suitable Environment |
|---|---|
| Standard 3PE | Normal soil, general municipal projects |
| Enhanced 3PE | Saline-alkali soils, humid regions, highly corrosive environments |
For projects located in:
- Coastal areas
- Saline-alkali land
- Marshlands
- High groundwater regions
enhanced 3PE is recommended. While slightly more expensive, it significantly reduces long-term corrosion and maintenance risks, making it ideal for buried pipelines with extended service life.
4. How to Select the Appropriate Wall Thickness?
Wall thickness is primarily determined by:
- Operating pressure
- Transported medium
- Pipe diameter
- Safety factor
- Project standards
General guidelines:
- Higher pressure → thicker walls
- Larger diameter → generally thicker walls
- Natural gas projects → higher safety requirements
Typical ranges:
| Application | Common Wall Thickness |
|---|---|
| Municipal water supply | 6–10 mm |
| Medium-pressure oil & gas transmission | 8–14 mm |
| High-pressure long-distance pipelines | ≥ 14 mm |
Recommendation: Always calculate wall thickness based on design pressure rather than relying solely on empirical values.
5. Why Are Spiral Welded Pipes (SSAW) Preferred for Long-Distance Projects?
For large-diameter pipelines, SSAW pipes often offer a better cost-performance ratio. Key advantages include:
- Capability to produce large-diameter pipes
- Higher raw material utilization
- More economical compared with other manufacturing methods
- Suitable for long-distance transmission
They are especially prevalent in:
- Water supply projects
- Large-scale buried networks
- Long-distance energy pipelines
For extremely high-pressure, small-diameter projects, some engineers may still choose LSAW or seamless pipes.
6. Commonly Overlooked Issues When Procuring API 5L X52 3PE Pipes
Many procurement teams focus only on price, but the following factors are equally critical:
- Compliance with Project Standards
Ensure the pipe meets actual project requirements, such as:- API 5L PSL2
- DIN 30670
- ISO standards
- Project-specific specifications
- Coating Thickness and Quality
Low-cost products may have:- Insufficient coating thickness
- Weak adhesion
- Uneven coating
This directly affects the pipe’s service life.
- Complete Inspection Documentation
Confirm that the following are provided:- MTC (Mill Test Certificate)
- Hydrostatic test reports
- UT/RT inspection reports
- Coating inspection reports
Ensures smooth project acceptance and quality traceability.
- Transportation and Handling Protection
Although 3PE coatings are corrosion-resistant, impact or scratches during transport can compromise long-term protection.
Large-scale projects typically require:- End protection capsCoating safeguardsExport-grade packaging
The API 5L X42 3PE Coated Spiral Steel Pipe is manufactured using X42 grade steel, making it suitable for medium- to low-pressure transmission applications. It provides a balanced combination of strength and toughness while incorporating a 3-layer polyethylene (3PE) anti-corrosion coating system, which significantly enhances the pipe’s corrosion resistance in buried and humid operating environments.
This type of pipe is widely used in municipal water and gas transmission systems, as well as general-purpose pipeline engineering projects requiring reliable performance and long service life under standard operating conditions.
II. Overview of 3PE Anti-Corrosion Coating Structure
3PE (Three-Layer Polyethylene) anti-corrosion technology is one of the most widely used coating systems for buried steel pipelines. The term “3PE” refers to the three protective layers that form this structure. It combines the strong adhesion of fusion bonded epoxy (FBE) with the environmental resistance of polyethylene (PE) to provide long-term corrosion protection.
1. Breakdown of 3PE Coating Structure
| Layer | Material | Typical Thickness | Primary Function |
|---|---|---|---|
| Base Layer | Fusion Bonded Epoxy (FBE) | 60–150 μm | Core anti-corrosion layer: provides strong adhesion and cathodic disbondment resistance, directly protecting the steel surface. |
| Adhesive Layer | Adhesive (AD) | 170–250 μm | Transition layer: a modified polyolefin that chemically bonds the FBE base layer to the PE top layer, preventing interlayer separation. |
| Top Layer | High-Density Polyethylene (HDPE) | 1.8–3.7 mm | Physical protection layer: offers impact resistance, water impermeability, insulation, and weathering resistance, safeguarding the pipe against soil stress damage. |
2. Detailed Technical Characteristics
Fusion Bonded Epoxy (FBE):
- Applied at steel pipe surface temperatures above 200°C.
- Cures into a dense, cross-linked structure that prevents penetration of moisture and corrosive chemicals.
Adhesive Layer (AD):
- Because PE is non-polar and cannot directly bond to epoxy, the adhesive contains polar functional groups.
- At high temperatures, it reacts with epoxy groups to tightly bond the three layers, preventing delamination.
Polyethylene (PE):
- Typically applied using a side-winding or sleeve extrusion process.
- Provides excellent water resistance and electrical insulation, reducing current consumption for cathodic protection in long-distance pipelines.
3. Key Advantages
- Extremely Long Service Life: Designed lifespan for buried environments is typically 50+ years.
- High Mechanical Strength: The thick PE layer ensures the pipe resists damage during transport, handling, and backfilling.
- Ultra-Low Water Absorption: Compared to coal-tar or glass-fiber coatings, 3PE has minimal water uptake, ensuring stable anti-corrosion performance.
- Strong Environmental Adaptability: Suitable for harsh soil conditions, from arid deserts to humid wetlands.
4. Comparison of Main 3PE Standards
| Standard Code | Standard Name / Country | Scope & Characteristics |
|---|---|---|
| GB/T 23257 | Chinese National Standard | Most widely used in China; integrates German and Petroleum Ministry standards; stringent requirements on thickness and performance. |
| DIN 30670 | German Standard | Internationally recognized as the origin of 3PE technology; often specified for export projects in the Middle East and Europe. |
| SY/T 0413 | Chinese Petroleum & Natural Gas Standard | Core standard for early domestic pipeline construction; currently used mainly for low- to medium-pressure oil & gas pipelines. |
| CAN/CSA Z245.21 | Canadian Standard | Focuses on physical performance of polyethylene coating; commonly used in North America and associated overseas projects. |
| NF A 49-710 | French Standard | Frequently applied in energy pipeline projects in Africa and French-speaking regions. |
| ISO 21809-1 | International Standard (ISO) | Aims to unify global pipeline coating specifications; commonly used as the benchmark in large multinational pipeline tenders. |

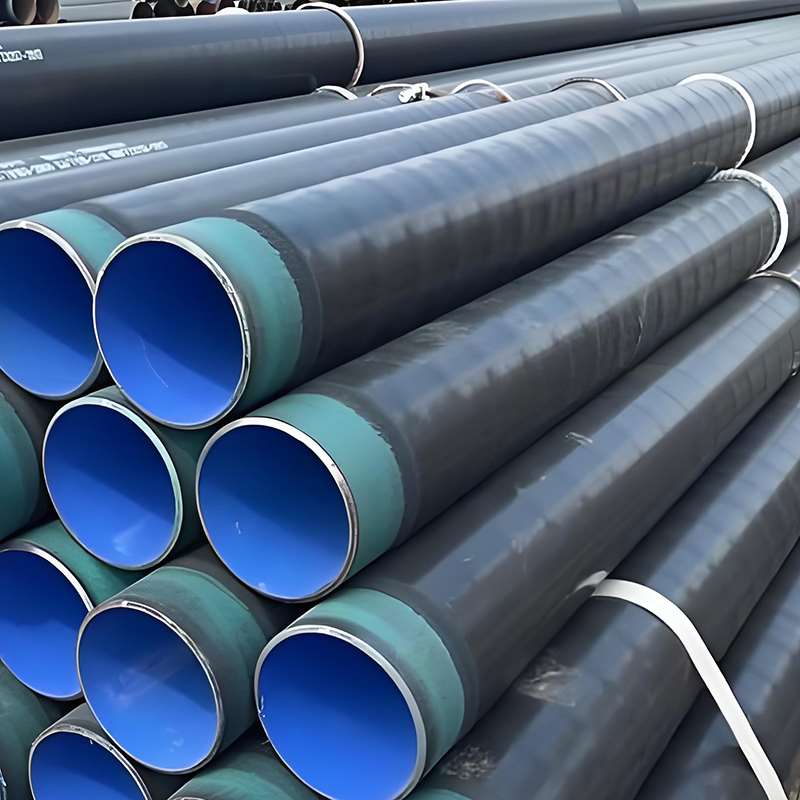

III. Why Buried Pipelines Commonly Use 3PE Anti-Corrosion Coating
Buried pipelines are exposed to complex environments including moist soils, groundwater, microbial activity, and stray electrical currents. Insufficient corrosion protection can lead to rust, coating damage, and even leakage, compromising the pipeline’s service life and operational safety.
Among the various anti-corrosion solutions, API 5L X42 3PE Coated Spiral Steel Pipe is widely adopted in municipal water supply, gas transmission, and underground utility networks due to its stable corrosion resistance and long service life.
1. Excellent Water and Corrosion Resistance
The polyethylene (PE) top layer has a very low water absorption rate, effectively isolating moisture and corrosive agents and reducing the risk of steel corrosion in wet environments.
2. Superior Abrasion and Impact Resistance
During transportation, handling, and backfilling, the 3PE coating provides strong resistance to abrasion from sand and gravel and external impacts, minimizing the probability of coating damage.
3. Extended Service Life
The combination of FBE base layer, adhesive (AD) intermediate layer, and PE top layer forms a multi-layer composite protection system, significantly enhancing the durability of buried steel pipelines.
4. Reduced Maintenance Costs
The stable anti-corrosion performance helps to lower long-term expenses associated with maintenance, replacement, and operational downtime, making 3PE-coated pipelines ideal for long-term underground network projects.
IV. Water and Gas Transmission Applications
In both municipal and industrial infrastructure projects, API 5L X42 3PE Coated Spiral Steel Pipes are primarily designed for low-pressure, high-flow, long-distance transmission. Depending on the physical characteristics of the conveyed medium, their applications can be broadly categorized into two core areas:
1. Municipal and Industrial Water Supply & Drainage (Water Transmission)
For water supply and drainage systems, which often feature large diameters and deep burial, the mechanical strength and long-term corrosion resistance of 3PE-coated spiral pipes are their key competitive advantages.
- Urban potable water trunk mains: Responsible for delivering treated water from water treatment plants to distribution nodes across the city. X42 grade steel comfortably withstands 1.0–2.5 MPa municipal supply pressures.
- Inter-regional water diversion projects: For long-distance water transfer, spiral pipes, with their long production lengths and moderate individual weights, reduce on-site welding and increase construction efficiency.
- Circulating cooling water systems: In large thermal power or chemical plants, 3PE-coated pipes transport water between cooling towers and heat exchangers. The 3PE layer effectively resists chemical corrosion from soil.
- Reclaimed water reuse & fire-fighting networks: Used for urban landscaping irrigation or high-pressure fire protection. The 3PE coating ensures zero corrosion in wet underground conditions, maintaining pressure stability during emergencies.
2. Urban Gas and Low-Pressure Energy Transmission (Gas Transmission)
Due to the high permeability and flammability of gases, pipelines must have excellent sealing and disbondment resistance.
- City natural gas distribution networks: Located downstream of city gate stations and upstream of residential areas. X42 grade steel ensures safe pressure handling while providing flexibility to accommodate minor subsidence under urban roads.
- Coalbed methane / shale gas collection: Used in mining or production sites to transport raw gas to compression stations. The 3PE anti-corrosion layer resists harsh saline-alkaline soil conditions.
- Industrial gas supply pipelines: Connects factories for transporting oxygen, nitrogen, or compressed air. The large-diameter spiral pipe design meets the high instantaneous gas demand in industrial parks.
3. Special Terrain Applications for Water and Gas Transmission
Beyond standard buried pipelines, X42 3PE spiral pipes are widely used in challenging terrain:
- River siphons / crossings: Leveraging the excellent longitudinal stiffness of spiral pipes, pipelines can span rivers via truss support or be installed underwater using submerged pipe methods.
- Microtunneling / jacking operations: Where open excavation is not feasible, spiral pipes serve as steel casings or carrier pipes. Reinforced 3PE coatings withstand high friction and mechanical stress during the jacking process.
V. Cost Advantage Analysis of API 5L X42 3PE Coated Spiral Steel Pipe
In municipal water supply and gas transmission projects, the API 5L X42 3PE Coated Spiral Steel Pipe offers an optimal balance of material cost, corrosion protection, and construction efficiency, providing a high lifecycle cost-performance ratio for the entire project.
1. Relatively Lower Material Cost
Spiral steel pipes are manufactured using coil-formed rolling technology, enabling efficient production of large-diameter pipes. Compared with seamless pipes of the same specification, spiral pipes offer higher material utilization and a more cost-effective manufacturing process.
2. Reduced Long-Term Maintenance Expenses
The 3PE anti-corrosion system effectively protects steel from soil, moisture, and external environmental damage, significantly lowering costs associated with leak detection, repairs, and pipe replacement over the pipeline’s service life.
3. Improved Construction and Installation Efficiency
X42 steel grade provides excellent weldability and workability, facilitating on-site welding and joint connections. This contributes to shorter construction cycles and more efficient project implementation.
4. Better Long-Term Economic Value
With stable mechanical properties and an extended anti-corrosion lifespan, X42 3PE spiral steel pipes achieve a favorable balance between initial investment and long-term operational costs, making them suitable for most municipal underground pipeline networks.
VI. Differences between X42 and X52
| Comparison Item | X42 | X52 |
|---|---|---|
| Minimum Yield Strength | 42,000 psi (approx. 290 MPa) | 52,000 psi (approx. 360 MPa) |
| Minimum Tensile Strength | 60,000 psi (approx. 415 MPa) | 66,000 psi (approx. 455 MPa) |
| Pressure Range | Medium to low-pressure pipelines | Medium to high-pressure pipelines |
| Typical Applications | Municipal water supply, urban gas distribution, underground pipeline networks | Long-distance oil & gas transmission, high-pressure pipelines |
| Material Cost | Relatively lower | Relatively higher |
| Welding Difficulty | Good weldability, easier construction | Higher welding process requirements |
| Project Economy | More suitable for general municipal projects | More suitable for high-strength transmission projects |
| Common Coating Systems | 3PE, FBE, TPEP, etc. | 3PE, FBE, TPEP, etc. |
VII. Municipal Engineering Applications
API 5L X42 3PE Coated Spiral Steel Pipe is widely used in municipal infrastructure projects, covering several core application areas:
- Urban Water Supply Systems
- Used for main and branch potable water distribution lines as well as pump station pipelines, ensuring a stable water supply for residential use across the city.
- Urban Gas Distribution Networks
- Suitable for medium- to low-pressure gas pipelines (approximately 1.0–2.5 MPa), providing safe transmission and distribution of natural gas within urban areas.
- Stormwater and Wastewater Systems
- Applied in urban drainage networks, influent and effluent pipelines of wastewater treatment plants, and stormwater discharge systems, designed to perform reliably under complex underground conditions.
- Reclaimed Water and Industrial Water Reuse Projects
- Used in industrial water recycling and municipal reclaimed water pipelines, enhancing the efficiency of water resource circulation and reuse.
- Urban Utility Tunnels
- Serves as one of the key pipelines within multi-utility corridors, co-located with electric, communication, and other municipal services, improving urban space utilization.
- New Urban Development and Road Infrastructure
- Widely deployed in new urban districts, road renovation, and infrastructure upgrade projects, offering high construction adaptability and economic efficiency for municipal pipeline works.
VIII. Frequently Asked Questions (FAQ)
1. What municipal projects is the API 5L X42 3PE Spiral Steel Pipe primarily used for?
This pipe is mainly applied in urban water supply systems and gas distribution networks, and can also be used in stormwater and wastewater drainage as well as medium- to low-pressure distribution pipelines. It is particularly suitable for underground installation in urban infrastructure projects.
2. What does the X42 steel grade signify?
X42 indicates a steel with a minimum yield strength of approximately 290 MPa (42,000 psi). It is a medium- to low-strength line pipe steel, ideal for medium- to low-pressure transmission environments such as municipal water and gas networks.
3. Why is 3PE corrosion protection necessary for municipal pipelines?
The 3PE anti-corrosion system consists of an epoxy powder layer (FBE), adhesive layer, and polyethylene (PE) outer layer. It effectively isolates the steel from moisture, soil, and corrosive agents, making it especially suitable for buried pipelines. This system significantly extends service life and reduces long-term maintenance costs.
4. What is the typical service life of this pipeline?
Under proper design, installation, and operating conditions, the API 5L X42 3PE Spiral Steel Pipe typically offers a service life exceeding 50 years, with excellent long-term stability.
5. What pressure range is it suitable for?
This pipe is generally designed for medium- to low-pressure systems in the range of 1.0–2.5 MPa, commonly used in urban gas and water distribution mains.
6. What advantages does it have compared to conventional steel pipes?
Compared with standard steel pipes, this product provides superior corrosion resistance, longer service life, and lower maintenance costs. Additionally, the spiral welded structure reduces overall material costs for large-diameter pipelines, making it ideal for large-scale municipal engineering projects.
]]>