How can pipeline integrity and leak-free performance be ensured over a service life spanning several decades? Anti-corrosion spiral steel pipes play an irreplaceable and critical role in this regard.
This article provides an in-depth analysis of the specific application scenarios and key technical requirements of anti-corrosion spiral steel pipes in oil and gas projects, and further explores how selecting a qualified anti-corrosion spiral steel pipe manufacturer can effectively ensure overall project safety and reliability.
I. Why Are “Spiral Steel Pipes” Preferred as the Base Pipe for Oil & Gas Pipelines?
In oil and gas transmission projects, the mechanical performance of the base pipe (the bare steel pipe before any anti-corrosion coating) forms the foundation of pressure-bearing capacity. Compared with Longitudinal Submerged Arc Welded (LSAW) pipes and Electric Resistance Welded (ERW) pipes, Spiral Submerged Arc Welded (SSAW) pipes offer distinct advantages in long-distance oil and gas pipeline networks:
Burst Resistance Performance
The weld seam of spiral steel pipes is distributed in a helical (spiral) pattern. When the pipeline is subjected to high internal pressure from oil or gas, the combined stress acting on the weld seam is significantly lower than that of a longitudinal seam pipe. This means that, under the same wall thickness, spiral steel pipes are capable of withstanding higher operating pressures, offering superior safety performance in high-pressure transmission systems.
Large Diameter with High Cost Efficiency
Long-distance oil and gas pipelines are typically designed with large diameters (e.g., DN800–DN1420 and even larger) to improve transmission efficiency. Spiral steel pipes can be manufactured from steel coils of the same width into pipes of varying diameters. This flexible forming process provides extremely high production efficiency and significant cost advantages, particularly in large-diameter pipeline manufacturing.
Dimensional Accuracy and Crack Arrest Performance
Modern SSAW pipes offer excellent geometric dimensional tolerances. In addition, the spiral weld structure provides a natural “crack-arresting” effect under accidental impact or geological deformation, effectively preventing cracks from propagating in a straight line and significantly improving the overall structural safety of the pipeline system.
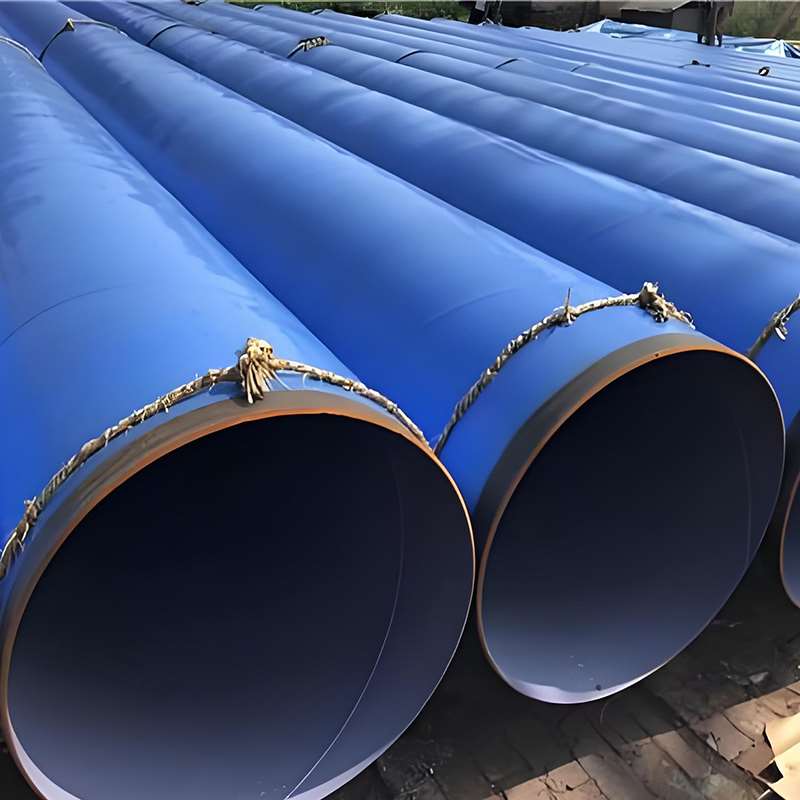
II. Core Anti-Corrosion Coating Systems in Oil & Gas Projects
Once buried underground, bare steel pipelines are rapidly subject to corrosion perforation caused by soil moisture, salinity, and stray current interference. Therefore, in oil and gas pipeline projects, it is essential to apply high-performance external anti-corrosion coating systems on spiral steel pipes. Among global oil and gas standards, the most widely adopted and industry-proven solution is the 3PE anti-corrosion coating system.
1. The Three-Layer Protection System of 3PE Coating
The 3PE (Three-Layer Polyethylene) anti-corrosion system combines the strong adhesion of fusion-bonded epoxy with the excellent mechanical strength and weather resistance of polyethylene, forming a highly durable protective barrier:
? Bottom Layer: Fusion Bonded Epoxy (FBE, ≥100 μm)
Applied directly onto the spiral steel pipe surface after shot blasting and rust removal, the FBE layer provides excellent chemical stability, strong adhesion to steel, and outstanding resistance to cathodic disbondment. It serves as the fundamental anti-corrosion barrier at the steel interface.
? Middle Layer: Adhesive Layer (AD, 170–250 μm)
This functional bonding layer acts as a transition medium. It chemically reacts with the epoxy bottom layer while simultaneously co-extruding and bonding with the outer polyethylene layer. As a result, the three layers are tightly integrated into a single, inseparable protective system.
? Outer Layer: High-Density Polyethylene (HDPE, 2.5–3.7 mm)
The outer layer provides robust mechanical protection. It is highly resistant to abrasion, impact, and mechanical damage during transportation, lifting, and backfilling operations. In addition, it effectively isolates the pipeline from soil moisture and plant root penetration, ensuring long-term service stability in harsh buried environments.
2. Internal Coating: Drag-Reduction and Flow Optimization Layer
In addition to external corrosion protection, the internal surface of long-distance natural gas pipelines is typically coated with a thin layer of epoxy-based flow efficiency (drag-reduction) coating, with a thickness of approximately 20–30 μm.
Its primary function is not corrosion protection, but to reduce the internal surface roughness of the pipeline.
A smoother internal wall significantly decreases frictional resistance during gas transmission, thereby improving flow efficiency. Natural gas transport capacity can be increased by approximately 5%–8%, while simultaneously reducing the energy consumption of compressor stations along the pipeline. This results in substantial savings in electricity and fuel costs for pipeline operators over long-term operation.


III. Strict Requirements for Anti-Corrosion Spiral Steel Pipe Manufacturers in Oil & Gas Projects
Oil and gas are highly flammable, high-pressure media. Any pipeline perforation caused by coating failure can trigger catastrophic fire accidents or severe environmental disasters. As a result, oil and gas projects impose extremely stringent qualification and process requirements on manufacturers of anti-corrosion spiral steel pipes during the bidding and evaluation process.
1. Surface Preparation Must Reach Sa2.5 / Sa3.0 Standards
The adhesion performance of the anti-corrosion coating is fundamentally determined by surface preparation quality. Qualified manufacturers must be equipped with high-power external pipe shot blasting systems capable of thoroughly removing mill scale and surface oxides formed during hot rolling.
After blasting, the steel surface must achieve a uniform metallic brightness and a controlled micro-roughness profile (anchor profile depth). This engineered surface texture is critical to ensure strong mechanical interlocking and adhesion of the fusion-bonded epoxy (FBE) layer.
2. Precise Medium-Frequency Induction Heating and Temperature Control
The 3PE coating process relies on a combination of thermal spraying and extrusion wrapping technologies. During application, steel pipes must be heated in a medium-frequency induction furnace to a controlled temperature range of 200°C to 220°C.
- If the temperature is too low, the epoxy powder will not fully cure, leading to potential coating delamination during service.
- If the temperature is too high, the epoxy resin may degrade and age prematurely, resulting in a significant and irreversible reduction in anti-corrosion performance.
Therefore, manufacturers must be equipped with fully automated inline infrared temperature monitoring and feedback control systems to ensure uniform heating across every meter of each pipe.
3. Strict Quality Inspection and Testing Procedures
Before leaving the factory, anti-corrosion spiral steel pipes must pass three critical quality assurance tests:
? Holiday (Spark) Detection Test
A 25 kV high-voltage holiday detector is used to perform 100% full-surface inspection of the coating to ensure there are no microscopic pinholes or coating defects that are invisible to the naked eye.
? Coating Adhesion (Peel Strength) Test
Peel strength tests are conducted at both 20°C and 60°C to verify coating adhesion performance. The measured peel force per 100 mm must fully comply with relevant national and international standards, such as GB/T 23257 or API 5L requirements.
? Cathodic Disbondment Test
Laboratory simulation tests lasting 28 days or longer are performed to evaluate coating stability under cathodic protection conditions. The purpose is to ensure that the coating does not experience edge lifting or delamination due to electrochemical reactions during long-term service.
The key to maximizing pipeline service life lies in selecting the right anti-corrosion coating system for the operating environment. In this article, we provide an in-depth analysis of the most widely used anti-corrosion coating technologies for steel pipelines and explore how partnering with a high-standard anti-corrosion spiral steel pipe manufacturer can help ensure long-term project reliability, operational safety, and reduced lifecycle costs.
I. In-Depth Analysis of Anti-Corrosion Steel Pipe Coating Systems
Different engineering environments impose varying requirements in terms of corrosion resistance, mechanical strength, and temperature tolerance. At present, the following four coating systems are the most widely adopted in both international and domestic pipeline engineering applications:
1. 3PE Anti-Corrosion Coating (Three-Layer Polyethylene System)
The 3PE anti-corrosion coating is one of the most widely recognized protection systems for long-distance pipelines worldwide. It consists of a three-layer composite structure:
- Bottom Layer (Fusion Bonded Epoxy, FBE):
Provides excellent adhesion to the steel substrate and outstanding resistance to cathodic disbondment. - Middle Layer (Adhesive Layer, AD):
Acts as a bonding bridge, ensuring strong integration between the epoxy layer and the outer polyethylene layer. - Outer Layer (High-Density Polyethylene, HDPE):
Serves as a tough protective shell, offering resistance to soil stress, mechanical impact, and plant root penetration.
Application Scope:
Long-distance oil and natural gas transmission pipelines, as well as urban gas trunk networks. The designed service life typically exceeds 50 years.
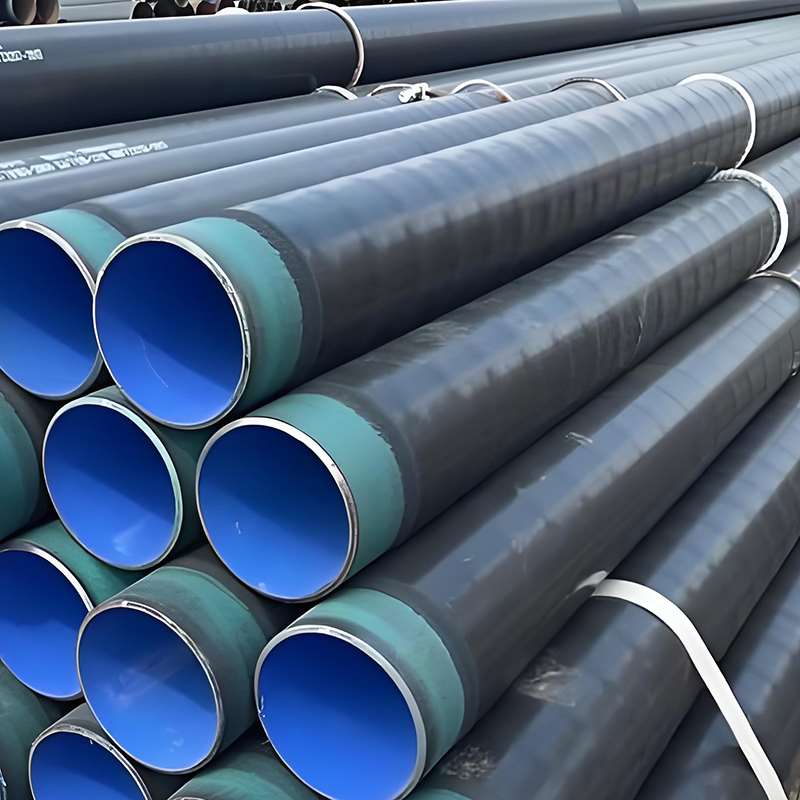
2. TPEP Anti-Corrosion Coating System
TPEP (External 3PE + Internal Fusion Bonded Epoxy Powder) is a high-performance coating system specifically developed for water transmission projects.
- External Surface:
Uses standard 3PE coating to effectively resist external soil corrosion. - Internal Surface:
Coated with fusion-bonded epoxy (FBE), forming an ultra-smooth, mirror-like interior surface with extremely low absolute roughness. This significantly reduces scaling and bacterial growth inside the pipe while effectively lowering flow resistance and energy consumption. The internal coating fully complies with potable water hygiene and safety standards.
Application Scope:
Inter-basin water diversion projects, municipal water supply trunk networks, fire-fighting systems, and reclaimed water transmission pipelines.
3. FBE Anti-Corrosion Coating (Single-Layer / Dual-Layer Fusion Bonded Epoxy)
FBE is an environmentally friendly thermosetting coating applied by electrostatic spraying onto preheated steel pipes, where it cures to form a continuous protective film. Dual-layer FBE adds another topcoat to enhance resistance to mechanical damage compared to the single-layer system.
Characteristics:
It offers excellent resistance to electrochemical corrosion and high-temperature performance. However, compared with 3PE systems, the outer layer is relatively thinner, resulting in slightly lower resistance to mechanical impact.
Application Scope:
Subsea pipelines, pipe jacking sections, or as a composite base layer in 3PE coating systems.
4. Coal Tar Epoxy Anti-Corrosion Coating
Coal tar epoxy is a traditional anti-corrosion system composed of epoxy resin, coal tar pitch, and anti-rust pigments. It is typically applied on-site using glass cloth reinforcement, commonly in configurations such as “three cloth and five coats” or “five cloth and seven coats”.
Characteristics:
It offers high electrical insulation resistance and strong resistance to microbial corrosion, with relatively low material cost. However, it has a long application cycle and poorer environmental performance due to the presence of volatile toxic substances.
Application Scope:
Conventional drainage pipelines with limited budget and low environmental requirements, or temporary pipeline installations.

II. Why Are “Spiral Welded Steel Pipes” Often Chosen as Base Pipes for Corrosion Protection Projects?
Once the coating system is understood, corrosion protection technology often relies on an excellent geometric substrate. Among the many types of pipes available, spiral welded steel pipes (SSAW) are frequently selected as the preferred base pipe for medium- and large-diameter corrosion-resistant pipelines due to their unique physical properties:
- Superior Structural Strength: The welds in spiral welded steel pipes are arranged in a spiral pattern. When the pipe is under internal pressure, the combined stress on the welds is significantly lower than that in straight-seam pipes, resulting in higher burst resistance.
- Flexibility in Sizing: Spiral welded steel pipes can be produced in various diameters from steel strips of the same width. This is particularly advantageous in large-diameter (DN500 and above) water and gas transmission projects, where it significantly reduces material processing costs.
- Better Coating Adhesion: After undergoing a shot blasting rust removal process, the surface of spiral welded steel pipes develops uniform microscopic roughness (anchor pattern depth), allowing 3PE or TPEP coatings to bond more securely to the steel surface.
III. How to Evaluate and Select a High-Quality Anti-Corrosion Spiral Steel Pipe Manufacturer
High-performance anti-corrosion coating is a complex engineering system involving thermodynamics, fluid mechanics, and materials science. As pipelines are typically buried as concealed works, any quality defect discovered after installation can lead to excavation and repair costs that are several times higher than the initial procurement cost.
Therefore, selecting a technically capable and well-equipped anti-corrosion spiral steel pipe manufacturer must be based on a strict evaluation of the following four key dimensions:
1. Raw Material Control and Certification
Reputable manufacturers strictly prohibit the use of substandard steel strips at the pipe-forming stage. Instead, they cooperate with major steel groups to ensure that chemical composition and mechanical properties fully comply with required standards.
For anti-corrosion powders and polyethylene (PE) granules, only internationally or domestically recognized first-tier brands are used to ensure coating performance stability.
In addition, a qualified manufacturer should hold complete certifications, including:
- Special Equipment Manufacturing License (TS Certification)
- ISO Quality Management System Certification
- Drinking Water Hygiene and Safety Approval (mandatory for potable water pipeline projects)
2. Automated Production Equipment and Precise Temperature Control
Temperature control is the core factor in anti-corrosion coating performance. For example, in the 3PE coating process, the steel pipe heating temperature must be precisely controlled within 200°C–220°C.
- If the temperature is too low, the epoxy powder cannot fully cure.
- If the temperature is too high, the epoxy resin may degrade due to thermal aging.
Professional anti-corrosion spiral steel pipe manufacturers are typically equipped with fully automated medium-frequency induction heating systems and online infrared temperature monitoring devices, significantly reducing human error and ensuring process stability.
3. Strict Online and Offline Quality Inspection System
A truly reliable manufacturer must operate a non-negotiable quality inspection system, including:
- Surface Preparation Standard:
Steel surface must reach the Sa 2.5 level, meaning no visible oil, grease, dust, mill scale, or rust remains. - Holiday (Pinhole) Detection:
100% online inspection using electrostatic spark testers. For 3PE coatings, testing voltage typically exceeds 25 kV, ensuring zero pinholes and zero coating defects. - Peel Strength Testing:
Regular coating adhesion tests are conducted to verify that the PE layer is firmly bonded to the steel substrate, ensuring long-term coating integrity.
4. On-Site Technical Support and Project Service Capability
From factory delivery to field installation, anti-corrosion steel pipes undergo multiple handling stages, including loading, transportation, and lifting. Any improper handling can compromise coating integrity.
High-quality manufacturers typically provide:
- Professional pipe-end protective caps to prevent coating damage during transportation
- Experienced technical engineers on-site to guide installation
- Supervision of field joint coating (e.g., heat shrink sleeve application and proper heating process)
These measures ensure the continuity and integrity of the entire pipeline anti-corrosion system from factory to final installation.
]]>Looking at large-scale, long-distance pipelines worldwide, spiral-welded steel pipes have consistently accounted for half of all corrosion-resistant systems. This is determined by their unique mechanical structure, process compatibility, and cost-effectiveness.
I. Mechanical and Stress Advantages: The “Natural Defense” of the Spiral Structure
When underground or subsea pipelines transport high-pressure media, the interior of the pipe wall is subjected to immense pressure. From a materials mechanics perspective, the principal stress (hoop stress) acting on the pipeline is typically perpendicular to the pipe axis.
Optimal Stress Distribution: The weld seam of a spiral-welded steel pipe forms a helical line that extends diagonally, creating a formation angle with the pipe’s axis. This means that the actual combined stress borne by the spiral weld seam is only 50%–75% of that experienced by straight-seam pipes (LSAW/ERW) of the same diameter. By diverting the maximum stress away from the weld seam, the risk of pipe rupture is reduced.
Safe Crack Propagation Blocking: In extreme field environments or during geological shifts, if a pipeline is damaged by force majeure, cracks in straight-seam pipes are highly prone to rapid “domino-effect” tearing along the straight weld seam. The unique orientation of the spiral weld seam naturally acts as a “crack-stopping zone,” effectively containing the damage to a localized area and preventing catastrophic, widespread propagation.
II. Process Compatibility: Integration with Automated Anti-Corrosion Coating Lines
A complete anti-corrosion pipeline is an art form in which the base pipe and the coating bond at the molecular level. The physical properties of spiral welded steel pipes during manufacturing and transportation naturally align with the requirements of modern, fully automated anti-corrosion coating lines.
Continuous Rotational Motion: Whether using the 3PE or TPEP process, the spraying of the anti-corrosion coating and the wrapping of the polyethylene film require the pipe body to be subjected to uniform force. Spiral-welded steel pipes naturally exhibit this continuous rotational motion on the anti-corrosion production line, allowing the underlying epoxy powder (FBE) and the outer protective layer to cover the pipe body with uniform thickness, thereby preventing defects such as localized over-thickness or under-thickness.
No Prominent “Step Seams”: Traditional large-diameter long-seam submerged arc welded (LSAW) pipes feature a prominent, straight weld seam. When anti-corrosion rollers pass over this seam, “blisters” or coating edge thinning can easily form on both sides of the weld. In contrast, the weld seam on spiral-welded steel pipes is gentle and distributed in a circular spiral pattern. As the pipe passes through the anti-corrosion extrusion rollers, it is subjected to uniform force, thereby avoiding the corrosion risks associated with the “edge effect” of the coating.


III. Doing the Math: Cost-Effective Custom Solutions for Large-Diameter Applications
For B2B buyers and project owners, budget control is just as important as safety. Especially in large-scale water or gas transmission projects where pipe diameters exceed DN600 (particularly those above DN1000), spiral welded steel pipes demonstrate an overwhelming cost advantage.
Large-Diameter Pipes from Narrow Steel Strips: The manufacturing process for spiral welded steel pipes is highly flexible; by adjusting the forming angle, pipes of various large diameters can be produced from coiled steel of the same width.
Significantly Reducing Procurement Budgets: Compared to straight-seam submerged-arc welded pipes—which involve complex processes and require massive capital investment in equipment—selecting spiral welded steel pipes as the corrosion-resistant base pipe can reduce the initial procurement cost of piping for the entire pipeline by 20%–40%.
IV. Geometric Accuracy: Reducing the Failure Rate of On-Site “Joint Repair”
In actual construction, the roundness and straightness of the pipes directly affect the efficiency of butt welding at field sites.
Modern double-sided submerged arc welding for spiral-welded pipes can control pipe end dimensional tolerances within an extremely narrow range. Superior geometric accuracy means that high-precision butt welding between pipes is easier to achieve even in harsh construction environments, such as remote areas or sites with strong winds and sandstorms. A uniform weld gap ensures high-quality on-site welding; in turn, high-quality welding directly reduces the probability of “on-site anti-corrosion joint repair failures” caused by surface irregularities.
Key Technical Specifications for High-Value Procurement of Anti-Corrosion Base Pipes
Blasting Grade: Before entering the anti-corrosion coating process, the surface blast cleaning grade of the base pipe must strictly meet Sa 2.5 or higher; this is an ironclad rule to prevent coating delamination.
Weld Bead Height Control: During the production of anti-corrosion spiral steel pipes, the weld bead height of the base pipe used for 3PE/TPEP anti-corrosion coating must be strictly controlled. The weld bead height for both internal and external welds is typically required to be ≤2.5–3 mm to prevent damage to the anti-corrosion extrusion die and ensure uniform coating thickness.
Standard Compliance: For general water transmission or standard low-pressure applications, the SY/T 5037 standard must be followed; for high-pressure, high-demand oil and gas or critical pipelines, the GB/T 9711 or API 5L standards must be strictly adhered to.
]]>Underground pipeline corrosion protection is by no means simply a matter of “applying a coat of paint”; rather, it is a full-lifecycle systems engineering project encompassing “material selection at the source, active protection design, on-site construction oversight, and post-installation digital monitoring.” This article will outline a truly effective underground pipeline corrosion protection solution from a practical engineering perspective.
I. Source Control—Directly Selecting Factory-Prefabricated Corrosion-Resistant Pipes
The core principle of anti-corrosion engineering is “prevention is better than cure.” Many engineering failures occur because, in the early stage, cost-saving decisions lead to the use of bare pipes, with the intention of applying anti-corrosion coating manually on site.
A major advantage of factory-based industrial prefabrication is its overwhelming superiority in quality control. In a controlled manufacturing environment, steel pipes can undergo high-speed abrasive blasting using large-scale shot blasting machines, achieving surface cleanliness levels of Sa 2.5 or even Sa 3.0—near mirror-grade standards that are impossible to reach through manual field preparation. In addition, factory-controlled heating and curing processes ensure that the coating bonds tightly to the steel pipe at a molecular level, significantly improving adhesion and long-term durability.
Scientific material selection: In modern long-distance transmission pipelines, large-scale water supply and drainage systems, and gas engineering projects, the standard and most efficient approach is to directly procure factory-prefabricated anti-corrosion steel pipes at the procurement stage.
Oil and gas transportation projects: It is recommended to use externally coated 3PE (three-layer polyethylene) anti-corrosion spiral steel pipes, leveraging their high mechanical strength to withstand complex soil stress conditions.
Urban water supply and drainage systems: It is recommended to use TPEP (external 3PE + internal fusion-bonded epoxy) anti-corrosion spiral steel pipes, which not only ensure strong resistance to external soil corrosion, but also provide a smooth, scale-resistant internal surface that meets drinking water hygiene standards.
II. Proactive Defense—Scientific Deployment of Cathodic Protection (CP) Systems
In practical engineering applications, no single coating can guarantee that it will remain free of pinholes or abrasions throughout 50 years of underground service. Therefore, the industry-recognized golden rule is the dual-protection mechanism of “high-performance coatings + cathodic protection.”
Cathodic protection is an electrochemical protection technology that alters the potential of steel pipes, transforming the entire pipeline into a “cathode” in the electrochemical reaction underground, thereby “taking the place” of the steel pipes to be corroded.
Currently, there are two main approaches:
- Sacrificial Anode Method: Metal with a more negative potential (such as magnesium or zinc blocks) is buried near the corrosion-resistant steel pipes and connected to the pipes via wires. This allows the magnesium or zinc to corrode first, thereby protecting the steel pipe. This method requires no external power source and is extremely low-maintenance, making it suitable for short-distance pipeline networks with minimal interference from external currents.
- Impressed Current Method: An external DC power source continuously injects protective current into the soil, which then flows into the steel pipe. This method offers a wide protection range and high adjustability, making it the core standard for long-distance, large-diameter main anti-corrosion pipeline networks.
III. Holding the Line Between Life and Death—Strictly Controlling the Quality of On-Site Welding “Joints”
If high-quality corrosion-resistant spiral steel pipes lay the foundation for corrosion protection, then the construction of “joints” at on-site welding points is the “weak link” that determines whether the pipeline will last 50 years or just 5.
Why Are Joints a High-Risk Area for Accidents? When steel pipes are welded on-site, the area approximately 15–20 centimeters on either side of the weld must be left exposed. After welding is complete, the anti-corrosion treatment for this section must be applied manually in the field. Due to wind, sand, humidity, and varying skill levels among construction workers, the anti-corrosion coating at these joints is prone to peeling and flaking.
Standardized Joint Treatment Process: Currently, heat-shrinkable tape works best with 3PE-coated pipes. During construction, the weld must undergo a second manual de-rusting (achieving at least St 3 grade), followed by uniform heating of the heat-shrinkable tape with a heat gun to fully melt the internal adhesive and ensure it adheres tightly to the pipe body. It is strictly prohibited to proceed with construction without proper de-rusting, if the pipe is damp, or if the temperature is insufficient.
“Pit Prevention” for Backfilling Underground Corrosion-Resistant Pipe Trenches
- Inspect the pipe base: A 10–15 cm layer of fine sand must be laid at the bottom of the trench; it is strictly prohibited to allow steel pipes to rest directly on hard rocks.
- Initial backfilling: Within a 30 cm radius of the top and both sides of the pipe, backfilling must be performed using screened fine soil or sandy soil.
- No Dumping: It is strictly prohibited for excavators to dump soil containing sharp, large rocks directly onto the pipe body, as this may puncture the outer PE protective coating of the corrosion-resistant spiral steel pipe.
V. Digital “Full Lifecycle Inspection” After Commissioning
Once a pipeline is buried underground and backfilled, the corrosion protection process is not over; rather, it enters a phase of long-term operation, maintenance, and monitoring. Modern technology allows us to perform an “ultrasonic inspection” on underground pipelines without having to dig up the soil:
Surface Trenchless Inspection: Engineers use pipeline current profilers and the direct current voltage gradient method to walk along the ground surface. By detecting faint electrical signals, they can precisely locate where the coating on corrosion-resistant spiral steel pipes has failed at depths of several meters and determine the extent of the damage, enabling precise localized excavation and repair.
Smart Pipe Cleaners: By periodically running smart pipe cleaners equipped with high-precision ultrasonic or eddy current detection probes through the pipeline, they can scan for wall thinning or pitting on the inner surface, enabling comprehensive digital monitoring of both internal and external corrosion protection systems.
]]>To extend the service life of pipelines and ensure long-term transmission safety, all underground steel pipes must undergo rigorous coating treatment before installation. This is particularly true for corrosion-resistant spiral-welded steel pipes, which serve as the backbone of transmission trunk lines; the quality of their coating directly determines the safety of the entire pipeline system.
So, why must underground steel pipes be clad in this “protective coating”? And in practical engineering applications, how should we scientifically select the appropriate type based on project requirements?
I. Why Do Catastrophic Accidents Occur Without Coating?
The underground environment is far harsher than we imagine; soil itself is a vast and complex electrolyte environment. When bare steel pipes are buried directly in it, they face the following critical threats:
Electrochemical Corrosion: Soil contains water, dissolved salts, oxygen, and various microorganisms. When bare steel comes into contact with the soil, microscopic electrochemical differences on the pipe’s surface create countless tiny “l(fā)ocalized cells.” Iron atoms continuously lose electrons and become iron ions, causing the pipe wall to gradually thin, perforate, and ultimately leak.
Rapid Damage from Urban Stray Currents: Beneath urban areas, infrastructure such as subways, light rail, and high-voltage power grids generates invisible stray currents. When these currents penetrate the ground and pass through exposed steel pipes, the steel suffers exponentially accelerated electrolytic corrosion at the points where the current leaves the pipe and enters the soil—a destructive force far exceeding that of natural soil corrosion.
Physical and Chemical Barriers: A high-quality anti-corrosion coating acts like a sturdy “insulating raincoat” for steel pipes. It not only completely blocks water and oxygen but also uses its high dielectric strength to prevent damage from stray currents.
II. The “Dynamic Duo” of Coatings and Cathodic Protection
In engineering practice, relying solely on coatings is often insufficient to ensure decades of protection, as pipelines may sustain minor scratches during transportation and backfilling. Therefore, underground pipeline networks typically employ a dual-protection approach combining “coatings and cathodic protection.”
Cathodic protection technology uses an external direct current or sacrificial anodes (such as magnesium or zinc blocks) to transform the entire steel pipe into a “cathode” in an electrochemical reaction, thereby protecting it from corrosion.
Significantly Reduced Operating Costs: Without a coating, the cathodic protection system would require astronomical amounts of current to protect the entire length of bare steel pipe, which is neither economically nor technically feasible.
Precise, Targeted Protection: The coating isolates over 99% of the steel pipe’s surface area. As a result, the cathodic protection system only needs to focus on potential minor coating defects (such as pinholes or minor construction scratches), achieving full-line corrosion protection with minimal current. This saves on long-term operational electricity and material costs.
III. How to Choose Among Mainstream Coating Options for Underground Steel Pipes?
To meet the requirements of different terrains, transported media, and budgets, the industry has developed corrosion-resistant spiral-welded steel pipes with a variety of coatings. When selecting a product, purchasers and design institutes can refer to the following comparison of mainstream coating options:
| Coating Type | Structure & Characteristics | Application Scenarios |
|---|---|---|
| 3PE Anti-corrosion Coating | Three-layer composite structure: bottom layer is fusion-bonded epoxy (FBE) with strong adhesion; middle layer is adhesive; outer layer is high-density polyethylene (HDPE) providing excellent mechanical damage resistance. | Long-distance oil and gas transmission pipelines; harsh environments with high soil stress and complex terrain conditions. |
| FBE (Fusion Bonded Epoxy) | Single or dual-layer epoxy coating with excellent adhesion, strong chemical corrosion resistance, and good resistance to cathodic disbondment; however, the outer surface is relatively brittle. | Horizontal directional drilling (HDD) sections; high-salinity and alkaline soil areas; pipelines requiring extremely high coating adhesion performance. |
| TPEP Anti-corrosion Coating | Dual protection system: outer layer uses 3PE anti-corrosion coating, inner layer uses fusion-bonded epoxy (FBE). Combines strong external impact resistance with internal flow reduction and hygienic performance. | Long-distance urban water supply and drainage systems; drinking water transmission networks. |
| Liquid Epoxy / Coal Tar Epoxy | Easy to apply and relatively low cost; however, environmental performance and mechanical damage resistance are relatively weaker. | Field joint coating repair; temporary pipelines; non-critical pipeline systems with limited budgets. |
IV. How to Ensure the Coating Lasts for Over 50 Years?
Selecting high-quality anti-corrosion spiral steel pipes does not mean the job is done. To ensure the coating lasts for 50 years or longer, the following three key points must be strictly adhered to throughout the entire construction lifecycle:
- Strictly Control “Factory Quality”: Steel pipes must undergo rigorous spark testing for leaks before leaving the factory. A high-voltage probe is used to scan the entire coating surface to ensure there are no microscopic pinholes invisible to the naked eye.
- Prioritize the “Transportation and Backfilling” Process: During pipe hoisting, lowering into trenches, and backfilling with soil and rock, avoid any violent impacts caused by human error. During backfilling, strictly control the quality of the backfill material to prevent large, sharp rocks from directly striking the pipe body and scratching the polyethylene outer coating.
- High-standard “on-site joint repair”: After on-site welding of the pipeline, the exposed areas at the welds must undergo on-site joint repair. Whether using heat-shrinkable tape or liquid epoxy, the corrosion protection grade at the repair site must match that of the pipe body. The corrosion protection lifespan of the entire pipeline often depends on this “weakest link” at the joint repair site.
Due to the differing physical and chemical properties of the transported media, water pipelines and oil pipelines impose distinct requirements on steel pipe materials, applicable standards, and anti-corrosion solutions. Selecting the wrong type of corrosion protection can lead to shortened service life and frequent maintenance at best, or serious leaks causing economic losses and environmental hazards at worst.
This article provides a detailed guide on how to scientifically and accurately select the right anti-corrosion spiral steel pipe for water and oil pipeline projects.
I. Water Pipeline Projects: Focus on Hygiene and Moisture Resistance
Water pipeline projects mainly include urban potable water supply, industrial circulation water, sewage, and agricultural irrigation. The primary medium is water, which is susceptible to electrochemical and microbial corrosion. In potable water pipelines, strict regulations apply regarding environmental safety and non-toxicity.
1. Recommended Anti-Corrosion Solutions
- TPEP Coating (Thermoplastic Polyolefin with FBE Inner Layer)
- Features: Currently the most reliable solution for water supply and drainage projects. The outer layer is 3PE (three-layer polyethylene) providing excellent mechanical protection, while the inner layer uses fusion-bonded epoxy (FBE), forming a smooth, anti-fouling surface resistant to microbial growth, with low hydraulic resistance.
- Applications: Long-distance urban potable water mains, inter-basin water transfer projects.
- Internal and External Epoxy Resin Coatings (IPN8710 / Drinking Water Grade Epoxy)
- Features: IPN8710 is a drinking water-grade epoxy coating with excellent adhesion and non-toxic properties. Multiple layers create a dense protective film on the inner wall of the pipe.
- Applications: Medium- and small-sized water supply networks, municipal reclaimed water pipelines.
- Cement Mortar Lining with External Epoxy Coal Tar / 3PE Coating
- Features: Cement mortar lining is a classic and cost-effective anti-corrosion method. The hydration of cement forms a passive protective layer.
- Applications: Large-scale sewage pipelines, raw water pipelines transporting untreated river or lake water.
2. Steel Pipe Material Selection
- Common Standards: Domestic projects typically follow GB/T 9711 or SY/T 5037 (General Fluid Transport Pipe Standards).
- Common Materials: Q235B, Q355B. For low-pressure water pipelines, Q235B offers the best cost-performance ratio. For high water hammer pressure or larger diameters, Q355B is preferred for higher yield strength.


II. Oil Pipeline Projects: Focus on High Pressure, High Temperature, and Leak Prevention
Oil and gas pipelines are high-pressure and high-risk systems. Crude oil and natural gas often contain hydrogen sulfide (H?S), carbon dioxide (CO?), and high-salinity water, which can induce acidic corrosion and stress corrosion cracking. Consequently, corrosion protection in oil pipelines is a matter of national safety standards.
1. Recommended Anti-Corrosion Solutions
- 3PE Coating (Three-Layer Polyethylene)
- Structure: FBE base layer (≥100 μm) + adhesive layer (AD) + polyethylene outer layer (PE).
- Advantages: Combines the high adhesion and chemical resistance of epoxy with the mechanical and water-resistant protection of polyethylene. Recognized as the standard protective layer for buried oil and gas pipelines, with a service life exceeding 50 years.
- Applications: Crude oil pipelines, long-distance natural gas pipelines, and main lines of refined oil networks.
- FBE Coating (Single or Double Layer Fusion-Bonded Epoxy)
- Features: Dense coating with excellent cathodic disbondment resistance and temperature tolerance.
- Applications: Oilfield gathering and transportation lines, piling pipes, and directional drilling crossings (double-layer FBE offers enhanced abrasion resistance).
2. Steel Pipe Material Selection
- Oil and gas pipelines demand high toughness and strength; water pipe materials are not suitable.
- Standards: Strict compliance with GB/T 9711 or international API 5L standards is mandatory.
- Common Grades: X42, X52, X60, X70 (or L290, L360, L415). Higher grades provide greater pressure capacity and fracture toughness, selected according to design pressure (typically ≥1.6 MPa, sometimes ≥4.0 MPa).
III. Four Key Principles for Selecting Anti-Corrosion Spiral Steel Pipes
Whether your project involves water or oil pipelines, the following steps should guide procurement and selection:
| Evaluation Dimension | Water Pipeline Considerations | Oil Pipeline Considerations |
|---|---|---|
| Operating Pressure | Low-pressure pipelines may follow SY/T 5037; high-pressure lines require GB/T 9711. | Mandatory compliance with GB/T 9711 or API 5L, with wall thickness and grade calculated precisely according to pressure. |
| Installation Environment | Buried pipelines typically use 3PE or TPEP; overhead lines require UV-resistant outer coatings, often polyurethane topcoat. | Mostly buried; 3PE is standard. Special attention for crossing sections or acidic soil, combined with cathodic protection. |
| Hygiene & Safety | Potable water must comply with drinking water approvals; inner coatings must be non-toxic with no harmful leachables. | Focus on resistance to transported media; inner coatings may include drag-reducing or conductive layers. |
| Construction & Cost | For budget-sensitive projects, epoxy coal tar is acceptable for sewage and industrial water. | Safety is the top priority; cost reduction cannot compromise quality. Anti-corrosion layers must undergo 100% spark test before delivery. |